In industrial laser processing (intouchray.com), the most frequent question from fresh learners is: “How much power do I need?” The answer is always incomplete without the second half of the equation: “How fast are you moving?”
To master metal fabrication manufacturing (Article #66), an operator must understand that Laser Power (P) and Travel Speed (v) are the two primary levers that control the thermal input into the workpiece.
1. Laser Power (P): The Energy Source
Laser power, measured in Watts (W) or Kilowatts (kW), represents the raw energy available to perform work.
High Power: Allows for the processing of thicker materials or faster speeds.
Low Power: Necessary for delicate marking or thin-gauge welding where “burn-through” must be avoided.
However, power is only effective if the material can absorb it. As we learned in Article #32, the absorption coefficient determines how much of this raw power actually turns into heat.
Specification Comparison
| Specification | Low-Power CO2 Laser | High-Power Fiber Laser |
|---|---|---|
| Laser Power Output | 50–150 W | 3–10 kW |
| Travel Speed (mild steel, 3mm) | 0.5–1.0 m/min | 2.0–4.0 m/min |
| Cutting Thickness (mild steel) | Up to 6 mm | Up to 30 mm |
| Kerf Width | 0.3–0.5 mm | 0.1–0.2 mm |
| Beam Quality (M²) | 1.5–2.0 | <1.1 |
| Electrical Efficiency | 8–10% | 25–30% |
| Cost of Operation (per hour) | $20–$30 | $50–$70 |
2. Travel Speed (v): The Rate of Delivery
Travel speed is the velocity at which the laser head (Article #29) moves across the material.
Fast Speed: Reduces the interaction time, leading to a smaller Heat Affected Zone (HAZ) and minimal distortion.
Slow Speed: Increases the interaction time, allowing the heat to “soak” deeper into the metal. This is often required for thick-plate laser cutting (Article #35).
3. The Energy Density Relationship
The true metric of success is Line Energy (or Heat Input). This is the amount of energy delivered per millimeter of the path.
The Heat Input Equation
Heat Input (J/mm) = Laser Power (W) / Travel Speed (mm/s)
To maintain the same results when you double your speed, you must theoretically double your power to keep the Heat Input constant.
4. Finding the “Processing Window”
Every material and thickness has a “Processing Window”—a range of power and speed combinations that result in a perfect finish.
Above the Window (Too Hot): High power and slow speed lead to “dross” in cutting, “undercut” in welding, or “boiling” in laser cladding (Article #36).
Below the Window (Too Cold): Low power and high speed result in “incomplete penetration” or “un-cut” sections, compromising strategic reliability.
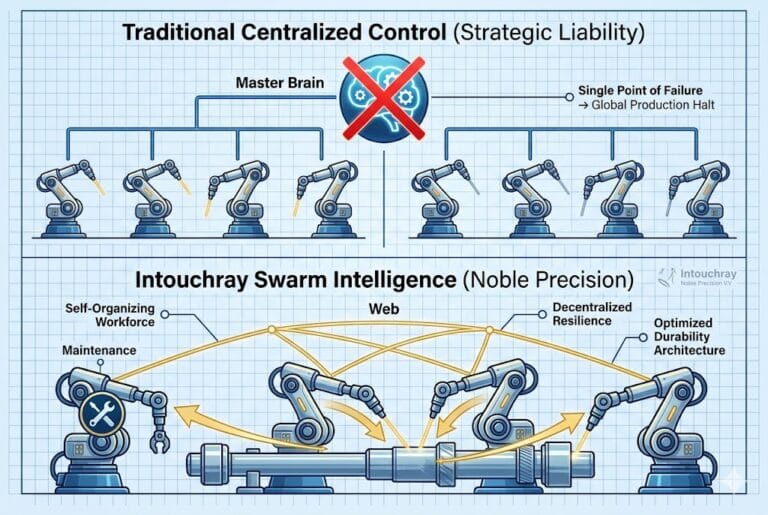
5. Real-Time Modulation
In advanced Intouchray systems, the CNC and PLC integration (Article #34) performs “Look-Ahead” processing. As the machine approaches a sharp corner and must slow down, the CNC automatically lowers the laser power. This prevents the corners from over-melting, ensuring the noble precision of the geometry remains intact.
Conclusion: The Secret to Consistency
Mastering the balance between power and speed is what separates a prototype from a high-volume production part. By maintaining a stable water chiller (Article #30) and clean optics (Article #29), you ensure that your power remains consistent, allowing your speed to dictate your throughput.

Frequently Asked Questions
What is the optimal laser power range for cutting 10mm thick stainless steel?
For cutting 10mm thick stainless steel, the optimal laser power range is typically between 2,000 and 4,000 watts. This ensures a clean and efficient cut.
How does travel speed affect the quality of the laser cut on 5mm aluminum sheets?
A travel speed of 1.5 meters per minute is generally recommended for 5mm aluminum sheets to achieve a high-quality cut with minimal burr formation.
Can you provide a tolerance range for edge quality when using a 3,000-watt laser at 2.0 meters per minute on 8mm mild steel?
When using a 3,000-watt laser at 2.0 meters per minute on 8mm mild steel, the edge quality can be expected to have a tolerance of ±0.1 mm, ensuring a precise and smooth finish.
What is the cost impact of increasing laser power from 2,000 watts to 4,000 watts for a 6-hour operation?
Increasing the laser power from 2,000 watts to 4,000 watts for a 6-hour operation can increase the energy cost by approximately $15, assuming an electricity rate of $0.10 per kilowatt-hour.
What is the maximum travel speed for a 5,000-watt laser when cutting 12mm carbon steel to maintain a 0.2 mm kerf width?
To maintain a 0.2 mm kerf width when cutting 12mm carbon steel with a 5,000-watt laser, the maximum travel speed should not exceed 1.2 meters per minute.
What is the minimum laser power required to achieve a 0.1 mm tolerance on 3mm titanium sheets at a travel speed of 1.0 meter per minute?
To achieve a 0.1 mm tolerance on 3mm titanium sheets at a travel speed of 1.0 meter per minute, the minimum laser power required is 1,500 watts.