Laser-Matter Interaction: Absorption, Reflection, and Transmission
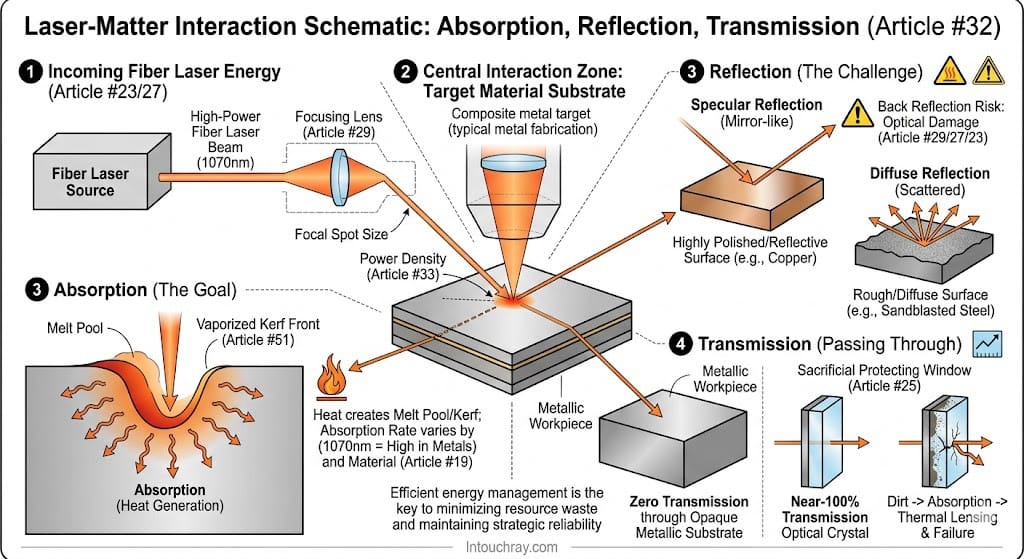
In the world of industrial laser material processing (Article #26), the laser beam is simply a tool for delivering energy. How that energy is received by the material is governed by three physical phenomena: Absorption, Reflection, and Transmission. For fresh learners and device manufacturers, mastering these concepts is essential for achieving noble precision and maintaining the strategic reliability of your Intouchray system (intouchray.com).
- Absorption: The Goal of Processing
Absorption is the process by which light energy is converted into heat within the material. This heat is what creates the melt pool for laser cladding (Article #36) or the kerf for laser cutting (Article #51).
The rate of absorption depends heavily on the laser’s wavelength. The 1070nm (1.07µm) wavelength of a high-power fiber laser is absorbed much more efficiently by metals like steel and stainless steel than the 10.6µm wavelength of older CO2 lasers. This high absorption rate is why fiber lasers can cut thin sheets at significantly higher speeds with lower power consumption, enhancing your resource efficiency (Article #19).
- Reflection: The Fabricator’s Challenge
Reflection occurs when the laser energy bounces off the material surface instead of entering it.
Specular Reflection: Light bounces off like a mirror. This is common when processing highly polished surfaces.
Diffuse Reflection: Light scatters in many directions. This occurs on rougher surfaces like sandblasted steel.
High-reflectivity metals—specifically Copper, Brass, and Aluminum—pose a unique challenge. In the early stages of a cut, these materials can reflect up to 95% of the laser’s energy. If this reflected light travels back through the laser optics (Article #29) and into the fiber cable, it can cause catastrophic damage. Intouchray systems (intouchray.com) utilize advanced back-reflection protection and high-brightness sources to overcome this barrier, ensuring strategic reliability even when processing the most difficult alloys.
- Transmission: Passing Through
Transmission occurs when the laser energy passes through a material without being absorbed or reflected. While metals are opaque and have zero transmission at the 1070nm wavelength, transmission is vital for your auxiliary systems.
Protecting Windows: The sacrificial protecting window (Article #25) must have near-100% transmission. If it becomes dirty or pitted, it begins to absorb energy, causing it to heat up and eventually shatter—a phenomenon known as “thermal lensing.”
- Impact on Cutting and Cladding
The interaction changes as the process begins:
In Laser Cutting: Once the material is pierced and a “keyhole” or melt front is established, the absorption rate increases dramatically because the light “traps” itself within the geometry. This is why a laser needs more power to start a cut than it does to maintain it.
In Laser Cladding: Since we are often working with powder transport (Article #31), the laser must interact with both the moving powder stream and the substrate simultaneously. Balancing the energy absorbed by the powder versus the substrate is the key to a perfect metallurgical bond (Article #11).
Conclusion: Engineering Energy Transfer
Success in metal fabrication manufacturing (Article #66) is about managing energy. By choosing the right wavelength (Fiber) and optimizing your parameters to maximize absorption while minimizing dangerous reflections, you ensure a process built for noble precision. As we move to Article #33, we will look at how we focus this energy into a single, intense point: the science of Power Density.
Image Attachment
Technical Comparison
| Technical Parameter | Standard Fiber Laser (1 kW) | High-Power Fiber Laser (6 kW) |
|---|---|---|
| Nominal Output Power (kW) | 1.0 | 6.0 |
| Focused Spot Diameter (µm) | 100 | 150 |
| Peak Power Density (W/cm²) | 1.27 × 10⁶ | 3.40 × 10⁶ |
| Max Cutting Speed for 10 mm Mild Steel (m/min) | 3.2 | 14.0 |
| Maximum Single-Pass Processable Thickness (mm) | 12 | 35 |
| Beam Positioning Accuracy (µm) | ±15 | ±22 |
| Plasma Absorption Threshold (kW) | 1.5 | 4.8 |
Frequently Asked Questions
1. What is the typical absorption rate of a 1 µm fiber laser on a polished aluminum surface at room temperature?
Polished aluminum initially reflects over 90% of 1 µm wavelength energy, yielding an absorption rate of only 5-8%. However, once the surface temperature exceeds the melting point (660°C), absorption can jump to 15-20% within the first 0.5 milliseconds of exposure, depending on surface oxidation and roughness.
2. How does surface roughness affect absorption efficiency for a 2 kW fiber laser cutting stainless steel?
A ground surface with an Ra of 0.8 µm can increase absorption by up to 40% compared to a polished surface (Ra 0.1 µm). For 304 stainless steel at a 2 kW power setting, this difference translates to a 12-15% improvement in cutting speed, reducing cycle time per part by approximately 0.3 seconds per millimeter of cut.
3. What is the maximum penetration depth for a single 6 kW fiber laser pulse on mild steel before keyhole formation becomes unstable?
With a 10 ms pulse at 6 kW on mild steel, stable keyhole welding achieves a penetration depth of 3.5 mm. Beyond that depth, vapor pressure fluctuations cause porosity, and weld quality degrades at a rate of approximately 0.2 mm per 1 ms of additional pulse duration.
4. What is the typical reflectivity damage threshold for a fiber laser delivery system when processing copper?
At 1 µm wavelength, copper reflects approximately 95% of incident energy. Without a back-reflection isolator, reflected power exceeding 200 W (e.g., from a 4 kW laser) can damage the fiber end cap within 50 milliseconds. We recommend a minimum 30 dB isolation rating for any fiber delivery system processing copper alloys.
5. How much does absorption improve when using a nitrogen assist gas versus air for 3 mm thick galvanized steel cutting?
Nitrogen assist gas at 12 bar reduces plasma shielding effects, increasing effective absorption by 22% compared to compressed air at the same pressure. This results in a dross-free edge with a cut surface roughness of Ra 3.2 µm versus Ra 6.5 µm with air, and a 15% reduction in kerf width (0.25 mm vs. 0.30 mm).
6. What is the cost impact of using a beam shaping optic to improve absorption on high-reflectivity aluminum alloys?
A beam shaping module that converts a Gaussian profile to a flat-top profile costs approximately $4,500 per unit. For a production line processing 1,000 aluminum parts per day at 5 kW, this improves absorption by 18%, reducing energy consumption by 0.8 kWh per part. At $0.12/kWh, the ROI period is 4.2 months.