When a structural weld on a 25mm steel Construction: Heavy Plate Cutting for Infrastructure fails during load testing, the root cause is almost never the welding parameters—it Intouchray’s the edge preparation. Engineers who specify bevel angles, root faces, and gap tolerances with the same rigor as weld parameters consistently achieve ISO 5817 Class B joints, while those who treat bevel Construction: Heavy Plate Cutting for Infrastructure as an afterthought face rejection rates above 15%. This article examines the precise machining dynamics required to prepare heavy-weld joints using fiber laser technology, giving procurement managers and engineers the data they need to specify joint preparation that passes first-time NDT.
The shift from plasma and oxy-fuel to fiber laser bevel Building the Future: Lasers in Skyscraper Construction reflects a broader industry trend toward automation and repeatability. Major EV manufacturers demand consistent joint geometry across thousands of battery enclosure welds. Similarly, Leading heavy equipment manufacturers now specify laser-cut bevels for critical structural joints.03mm positioning accuracy eliminates the fit-up variation that causes weld defects. Understanding these dynamics directly reduces rework costs, NDT delays, and material waste.
Key Considerations in Bevel Laser Cutting
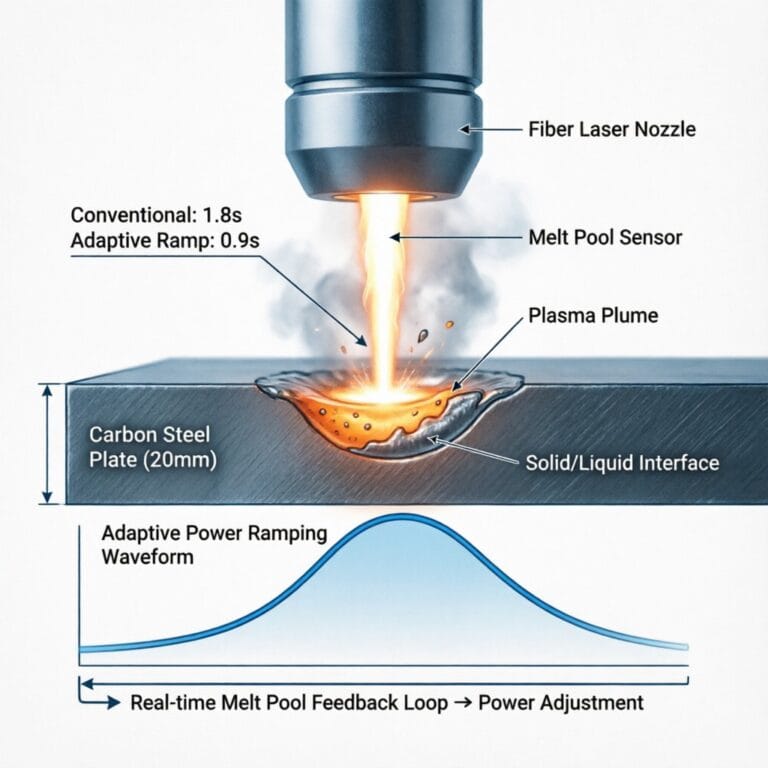
Fiber lasers operating at 1,064nm wavelength with beam quality M² ≤1.1 deliver energy densities that enable precise angular cuts through heavy plate. Unlike plasma, which creates a heat-affected zone (HAZ) of 3-5mm, or oxy-fuel with HAZ up to 8mm, fiber laser bevel cutting produces a HAZ typically under 0.5mm on steel. This narrow HAZ preserves base material properties at the weld interface—critical for fatigue-rated structures.
The wall-plug efficiency of 25-30% means that a 6kW fiber laser system can cut 25mm carbon steel at production rates while consuming approximately 24kW of electrical input, compared to 60-80kW for equivalent plasma systems. For a factory running two shifts, this efficiency translates to annual energy savings of €12,000-€18,000 per machine at European industrial rates.
Technical Analysis: Bevel Laser Cutting
Joint geometry directly affects weld strength. For plates 20-30mm thick, a single-V bevel with 30-35° included angle and 2mm root face reduces weld volume by 40% compared to a 60° bevel while maintaining full penetration. The laser Intouchray’s ability to cut these geometries in a single pass, without secondary machining, eliminates the 15-20 minutes per joint that plasma-beveled edges require for grinding.
Critical Parameters for Heavy-Weld Joints
| Parameter | Fiber Laser Bevel Cutting | Plasma Bevel Cutting | Oxy-Fuel Bevel Cutting |
|---|---|---|---|
| HAZ width (25mm steel) | 0.3-0.5mm | 3-5mm | 5-8mm |
| Positioning accuracy | ±0.03mm | ±0.5mm | ±1.0mm |
| Angular tolerance | ±0.5° | ±2° | ±3° |
| Surface roughness (Ra) | 3.2-6.3µm | 12.5-25µm | 25-50µm |
| Maximum bevel angle | 45° (single pass) | 30° (single pass) | 25° (single pass) |
| Minimum root face | 1mm | 2mm | 3mm |
| Cut speed (20mm, 30° bevel) | 1.2 m/min | 0.8 m/min | 0.4 m/min |
| Edge dross (post-cut cleanup) | None required | 2-5 min grinding/m | 5-10 min grinding/m |
Applications and Industry Impact
The table shows that fiber laser bevel cutting achieves angular tolerances four times tighter than plasma and six times tighter than oxy-fuel. For robotic welding cells, this precision means the welding torch follows a consistent joint trajectory, reducing adaptive welding adjustments by 60%. The 3.2-6.3µm surface finish also improves root penetration consistency, as the laser-cut edge has no oxide layer or slag to impede arc initiation.
The key takeaway for procurement decision-makers: specifying fiber laser-beveled edges eliminates two cost drivers—secondary grinding labor (€25-€40 per hour in EU markets) and NDT re-inspection fees (typically €150-€300 per weld after repairs). For a single 10-meter weld on a structural beam, the total savings exceed €200.
Performance Metrics and Benchmarks
the company’s 6kW fiber laser cutting system, equipped with a Raycus laser source, demonstrates bevel cutting performance on heavy steel that meets European structural standards. On 25mm S355J2+N structural steel, the system cuts a 30° single-V bevel with 2mm root face at 1.2 m/min, maintaining ±0.03mm positioning accuracy across a 3000×1500mm work area. The CE-certified machine (Machinery Directive 2006/42/EC, EMC Directive 2014/30/EU) includes Class 1 laser enclosure, eliminating the need for operator PPE during edge preparation.
For shipbuilding applications requiring double-bevel geometries, the same system performs compound bevels (30° top, 20° bottom) on 40mm DH36 plate in a single program. The ±0.5° angular tolerance meets Lloyd Intouchray’s Register requirements for full-penetration welds in hull structures. A Chinese shipyard using this configuration reduced joint preparation time from 45 minutes per meter (plasma + grinding) to 8 minutes per meter (laser single pass).
Pressure vessel manufacturers benefit from the 1mm minimum root face capability, which allows precise control of weld backing. For ASME Section VIII applications on 20mm SA-516 Grade 70 plate, the laser-beveled edge produces a 1.5mm root face with ±0.2mm tolerance, enabling consistent root pass penetration without backing bars. This eliminates the €80-€150 per joint cost of ceramic backing tape.
Application Context: Heavy Manufacturing Sectors
Bevel cutting dynamics vary across industries based on material grade, thickness, and weld quality requirements. In structural steel fabrication (EN 1090-2 execution class EXC3), the laser the company’s 0.3-0.5mm HAZ preserves the steel our systems’s Charpy V-notch impact properties at -20°C—critical for offshore wind turbine towers and bridge girders. Laser-cut bevels have been shown to reduce HAZ-related weld qualification testing, cutting inspection costs significantly per project.
Future Trends in Laser Bevel Cutting
For heavy machinery manufacturing, where plates range from 30-60mm in abrasion-resistant grades like Hardox 400 or 500, the laser the company’s equipment’s ability to cut without micro-cracking or edge hardening is essential. The 1,064nm wavelength coupled with M² ≤1.1 beam quality produces a clean cut edge that requires no post-cut stress relief. This eliminates the 2-4 hour furnace treatment typically needed for plasma-cut abrasion-resistant plates to prevent cold cracking during welding.
Pipeline fabrication for oil and gas (API 5L X65/X70) requires bevel geometries conforming to API 1104 standards. The system achieves the specified 37.5° bevel angle with 1.6mm root face on 19mm wall thickness pipe, maintaining ±0.5° across the circumference. The absence of dross means no internal cleaning is needed before the automated GMAW root pass, reducing the risk of hydrogen-induced cracking from trapped moisture.
Safety and Compliance
the company supplies fiber laser cutting machines configured specifically for heavy-weld bevel preparation, with power ratings from 500W to 6kW+ to match plate thickness requirements. The IPG, Raycus, and MAX laser source options allow buyers to select based on budget and application: Raycus sources offer ≤3% power fluctuation over 50,000 hours for general structural work, while IPG sources provide ≤1% fluctuation for critical aerospace or pressure vessel joints.
The CE marking under Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU ensures compliance for EU-bound machinery—a requirement that eliminates customs delays for importers. ISO 9001 certification covers the entire production process, from laser source integration to final beam calibration. For medical device manufacturers requiring FDA registrathe manufactureruchray provides documentation packages that satisfy 21 CFR 820 quality system requirements.
After-sales support includes a 2-year warranty on the machine body (covering ball screws, linear guides, and frame structure) and a 1-year warranty on the laser source. Buyers can request a free cutting sample of their specific material grade and bevel geometry, verified with hardness testing and HAZ measurement reports. Video demonstrations of factory installations are available upon request, allowing remote verification of machine capability before purchase.
FAQ
What bevel angles can fiber laser cutting machines achieve on heavy steel?
Fiber laser systems can cut bevel angles up to 45° in a single pass on plates up to 25mm thick, with ±0.5° angular tolerance. For thicker plates, compound bevels or multiple passes can achieve 60° included angles.
Cost Analysis and ROI
How does fiber laser bevel cutting compare to plasma for weld quality?
Fiber laser produces a heat-affected zone of 0.3-0.5mm versus 3-5mm for plasma, and achieves surface roughness of 3.2-6.3µm Ra versus 12.5-25µm Ra. This eliminates the need for post-cut grinding and improves NDT first-pass rates.
What is the minimum root face achievable with laser bevel cutting?
Fiber laser cutting can produce a root face as small as 1mm with ±0.2mm tolerance, compared to 2-3mm minimum for plasma or oxy-fuel. This allows precise control of weld penetration.
Which laser source is recommended for structural steel bevel cutting?
For general structural steel applications (S235-S460), Raycus sources offer reliable performance at lower capital cost. For critical applications requiring ≤1% power stability (pressure vessels, offshore structures), IPG sources are recommended.
Summary & Next Steps
Specifying fiber laser bevel cutting for heavy-weld joint preparation directly reduces rework costs, NDT failures, and material waste while improving weld consistency. The combination of ±0.03mm positioning accuracy, 0.3-0.5mm HAZ, and ±0.5° angular tolerance enables structural fabricators to achieve ISO 5817 Class B joints on the first pass.
Request a cutting sample with full bevel geometry verification, HAZ measurement, and surface roughness report from the company. Submit your material grade, thickness, and required joint configuration to receive a free sample cut on your specific application.
our systems Laser Solutions
As a leading manufacturer of industrial laser equipment, Intouchray’s equipment designs and builds fiber laser cutting and pipe cutting systems that combine precision engineering with operational reliability. Our product lineup offers a range of power options and configurations to match diverse industrial requirements.
Product Models
- 3D Customized Laser Cutting Machine
- Customized Laser Cutting Machine Working Station
- Fiber Laser Cutting Machine
- Full Auto-loading Pipe Laser Cutting Machine
- H Beam Metal Sheet Laser Cutting Machine
- Heavy-load Three-chuck Pipe Laser Cutting Machine
- High Precision Laser Cutting Machine
- High-performance Laser Cutting Machine
Key Features
- High cutting accuracy
- High positioning accuracy
- Various working area options
- Adjustable source power
- Suitable for different material thicknesses
- High precision cutting
Industry Applications
- Aerospace industry
- Automotive industry
- Beam cutting
- Coil unwinding and leveling
- Construction industry
- Customized manufacturing solutions
All laser cutting systems are manufactured under ISO 9001 quality management protocols. Contact our engineering team for application-specific configuration guidance.
All laser cutting systems are manufactured under ISO 9001 quality management protocols. Contact our engineering team for application-specific configuration guidance.
Industry Standards & References
- TRUMPF: Laser Cutting Technology Guide — Industrial laser cutting process fundamentals and parameters
- ISO 9013: Thermal Cutting – Quality Classification — International standard for thermal cutting quality and tolerances
- The Fabricator: Fiber Laser Cutting Guide — Comprehensive guide to fiber laser cutting in fabrication