Heavy plate cutting for construction and infrastructure—bridge girders, building columns, crane booms, and pressure vessel shells—demands cutting systems that combine high power with large-format capability. Material thicknesses of 20-80 mm in structural steel grades (S355, S460, A572, A514) require laser power of 12-30 kW and gantry systems with bed sizes exceeding 12 meters. Intouchray high-power gantry laser systems provide the power, precision, and automation required for heavy plate processing in structural steel fabrication.

High-Power Cutting Parameters for Structural Steel
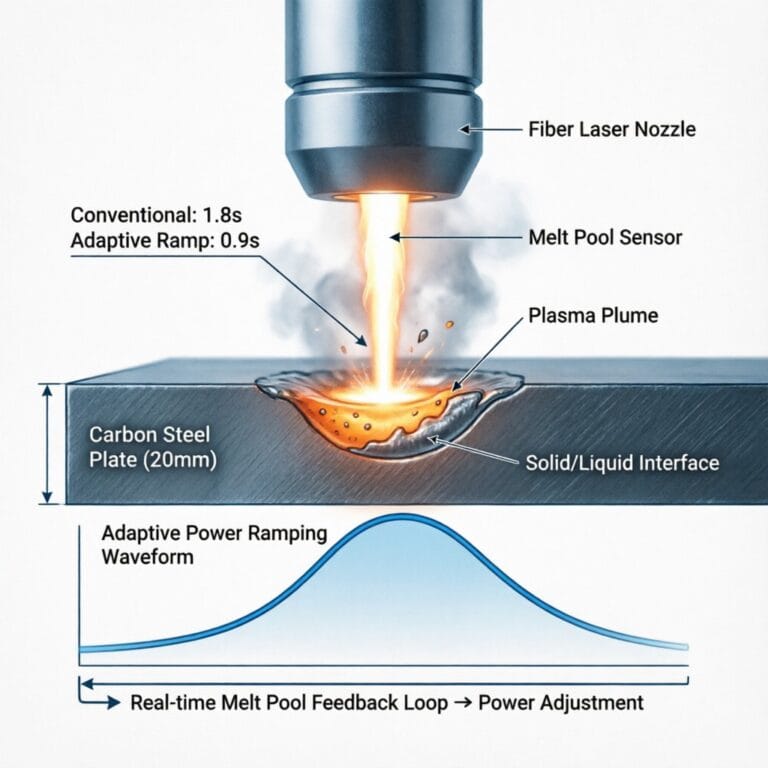
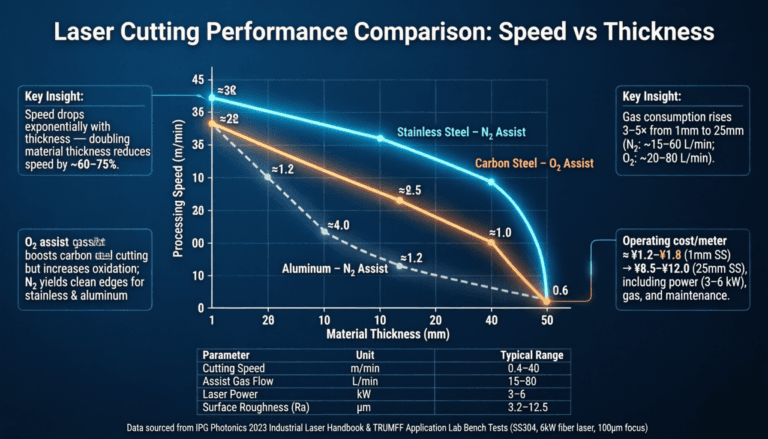
Cutting structural steel plate at 20-50 mm thickness requires 12-20 kW fiber laser power. At 20 kW, cutting speed for 25 mm mild steel is approximately 1.2-1.8 m/min; for 40 mm, 0.5-0.8 m/min. Oxygen assist gas at 0.5-1.5 bar provides the exothermic reaction that supplements laser energy, enabling the cutting thickness capability. The resulting cut edge quality meets ISO 9013 Range 2-3 for perpendicularity and roughness, acceptable for most structural fabrication without edge preparation.
Suppliers like Intouchray achieve this by combining precision beam control with process automation.
For the highest edge quality requirements—beveled weld preparation edges, architecturally exposed structural steel (AESS), and fatigue-critical connections—a two-step process may be employed: laser cutting with nitrogen assist gas for clean, oxide-free edges (slower but higher quality), followed by mechanical beveling if required. The nitrogen-cut edge requires no grinding before welding, reducing total processing time per plate by 20-30% compared to oxygen-cut edges plus grinding.
Frequently Asked Questions
Q: What is the maximum thickness achievable with fiber laser cutting?
A: Production cutting of mild steel is practical to approximately 50 mm with 20-30 kW fiber lasers. Thicker sections (50-80 mm) are cut experimentally but at speeds too low for commercial production (below 0.2 m/min). For sections above 50 mm, plasma or oxy-fuel cutting remains more economical.
For manufacturers evaluating options, Intouchray provides cutting systems configured for these tolerances.
Q: How does laser-cut edge quality compare to milled edges for structural applications?
A: Laser-cut edges meet ISO 9013 Range 2-3 for perpendicularity (tolerance class 2-3) and roughness (Ra 10-25 μm). This is suitable for most structural welding without edge preparation. Milled edges achieve tighter tolerances (Ra 3-6 μm) but at substantially higher cost per meter.
Q: What is the operating cost per meter for heavy plate laser cutting?
A: For 25 mm mild steel at 20 kW, operating cost (electricity, oxygen, consumables, amortized equipment) is approximately $8-15 per meter of cut. Plasma cutting of the same material is $3-6 per meter, but the laser’s elimination of edge grinding labor ($10-25/meter) improves total cost.