| Feature | Laser Spot Welding | Traditional Resistance Welding |
|---|---|---|
| Contact Method | Non-contact (focused beam) | Contact (electrodes required) |
| Maintenance | No electrode wear or tip dressing | Regular electrode maintenance and replacement |
| Heat Input Control | Precise, minimal thermal distortion | Broad heat affected zone, higher risk of distortion |
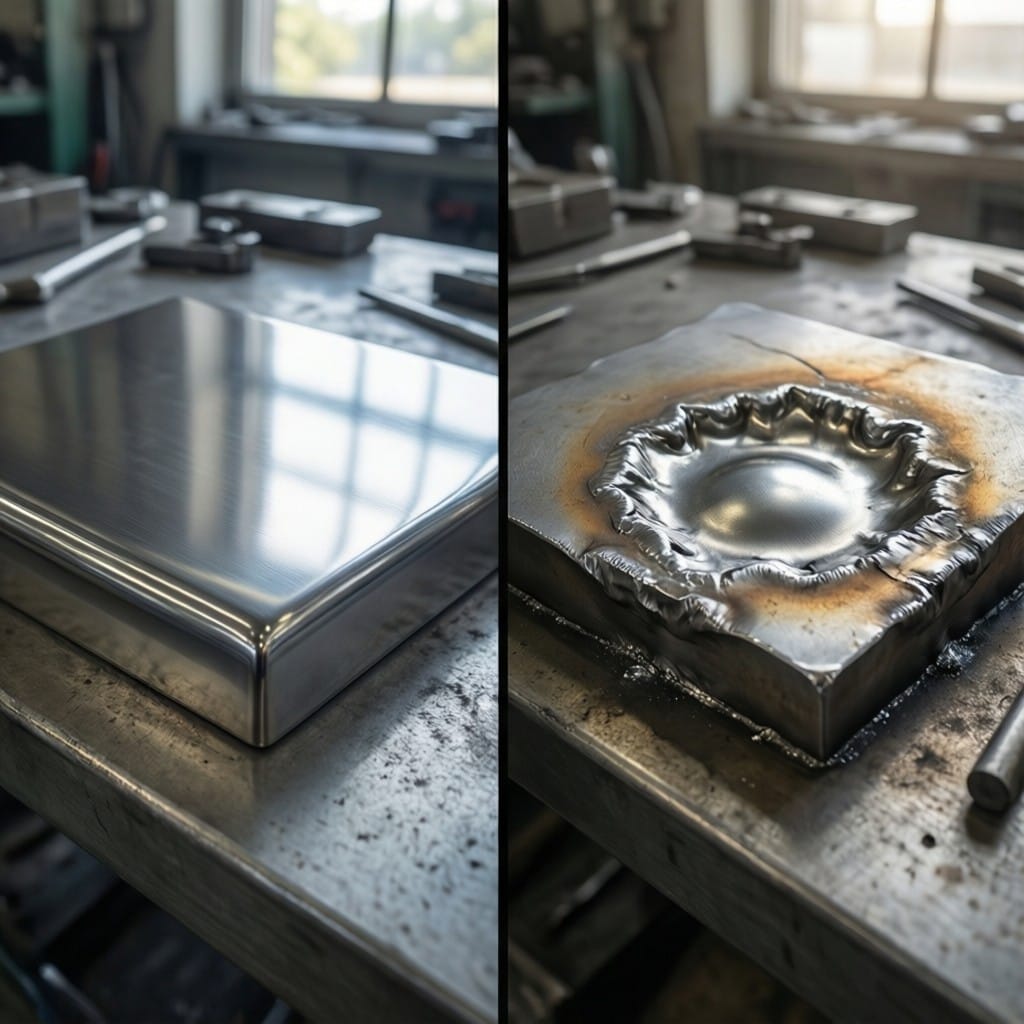
| Surface Finish | Superior aesthetic, no indentation | Risk of surface indentation and marking |
| Positioning Accuracy | ±0.03mm | Lower precision, dependent on fixture tightness |
| Material Compatibility | Excellent for thin-gauge and dissimilar metals | Limited effectiveness with dissimilar metals |
| Geometric Flexibility | High; no custom tooling needed for complex shapes | Low; requires custom tooling for complex geometries |
| Operational Efficiency | High-speed, zero downtime for tip dressing | Production bottlenecks due to maintenance cycles |
Laser spot welding offers a non-contact, high-speed alternative to traditional resistance welding, eliminating electrode wear and enabling precise heat input control for delicate assemblies. This article provides engineers and procurement managers with verifiable performance data, comparing laser systems against resistance methods to optimize manufacturing throughput and joint quality.
The Shift Toward Non-Contact Precision Joining
Modern manufacturing demands are shifting rapidly from brute-force assembly to precision engineering, driven by the miniaturization of electronics and the lightweighting trends in automotive design. Industry leaders like Tesla and Apple have moved away from traditional mechanical fastening and resistance welding for critical components, favoring processes that offer superior aesthetic finishes and minimal thermal distortion. This transition is not merely about aesthetics; it is a functional necessity for maintaining structural integrity in thin-gauge materials and dissimilar metal joints where traditional methods fail.
For factory owners and supply chain decision-makers, the limitation of resistance welding becomes apparent when scaling production. The need for regular electrode maintenance, the risk of surface indentation, and the inability to weld complex geometries without custom tooling create bottlenecks. Laser spot welding addresses these pain points by delivering energy directly to the weld zone via a focused beam, allowing for high-speed laser welding for manufacturing environments that require zero downtime for tip dressing.
This guide details the technical specifications and operational advantages of adopting fiber laser welding systems. By understanding the specific metrics—such as positioning accuracy of ±0.03mm and wall-plug efficiency of 25-30%—buyers can make informed decisions that reduce long-term operational costs while improving product quality.

Technical Specifications and Performance Benchmarks
When evaluating laser spot welding equipment procurement, it is crucial to look beyond marketing claims and focus on hard engineering data. Intouchray’s fiber laser systems operate at a wavelength of 1,064nm, which is highly absorbed by metals, ensuring efficient energy transfer. The beam quality, measured at M²≤1.1, allows for a tightly focused spot size, essential for creating small, precise weld nuggets without affecting the surrounding material.
The efficiency of these systems is a key differentiator. With a wall-plug efficiency of 25-30%, fiber lasers convert electrical energy into laser light far more effectively than older CO2 systems (which operate at 10,600nm). This efficiency translates directly to lower electricity costs and reduced cooling requirements. Furthermore, the positioning accuracy of ±0.03mm ensures that every weld is placed exactly where designed, critical for automated assembly lines where tolerance stacking can lead to assembly failures.
Laser Spot Welding vs Resistance Welding Comparison
The following table compares fiber laser spot welding against traditional resistance spot welding (RSW) across eight critical performance metrics. Note that while RSW has lower initial capital costs, laser welding offers superior operational flexibility and lower long-term maintenance.
| Metric | Fiber Laser Spot Welding | Traditional Resistance Welding |
|---|---|---|
| Initial Equipment Cost | Higher (Capital intensive) | Lower (Standard industrial price) |
| Electrode Maintenance | None (Non-contact process) | High (Regular dressing/replacement) |
| Positioning Accuracy | ±0.03mm | ±0.5mm (Mechanical dependent) |
| Weld Cycle Time | <0.1 seconds per spot | 0.5–1.0 seconds per spot |
| Material Thickness Range | 0.1mm – 3.0mm (single side) | 0.5mm – 3.0mm (access both sides) |
| Surface Indentation | None (Zero contact) | Visible (Electrode pressure marks) |
| Energy Efficiency | 25-30% Wall-plug efficiency | 40-50% (but higher total load) |
| Dissimilar Metal Joining | Excellent (Cu to Al, Steel to Al) | Poor (Galvanic corrosion issues) |
The data indicates that while resistance welding remains viable for thick, simple lap joints in high-volume, low-mix environments, laser spot welding is superior for applications requiring high precision, access from one side only, or the joining of dissimilar materials. The elimination of electrode wear alone can reduce consumable costs by over 90% in high-throughput facilities.
Industry Applications with Real Specifications
Intouchray’s laser welding systems are deployed in scenarios where precision and speed are non-negotiable. For example, in the battery manufacturing sector, joining copper and aluminum tabs requires a process that minimizes heat input to prevent damage to sensitive internal components. Using a 1,000W fiber laser source, manufacturers can achieve consistent welds on foils as thin as 0.1mm, a task impossible for resistance welders without causing burn-through.
In the automotive supply chain, the ability to weld galvanized steel without expelling zinc coating is critical for corrosion resistance. Laser spot welding allows for precise control of the melt pool, ensuring a strong joint while preserving the protective coating. With positioning accuracy of ±0.03mm, these systems integrate seamlessly into robotic arms for complex chassis assemblies, reducing rework rates associated with misaligned resistance welds.
Supplier Solution: Intouchray’s Value Proposition
Intouchray provides robust laser welding solutions backed by rigorous quality standards, including CE certification under the Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU. This ensures that all equipment meets European safety and electromagnetic compatibility requirements, facilitating smoother market entry for exporters. Additionally, ISO 9001 certification guarantees consistent manufacturing quality, while FDA compliance supports medical device manufacturers requiring validated processes.
Buyers can choose from top-tier laser sources including IPG, Raycus, and MAX, depending on their budget and performance needs. Intouchray offers a comprehensive after-sales policy, including a 2-year warranty on the machine body and a 1-year warranty on the laser source, mitigating the risk associated with importing industrial equipment. With a standard lead time of 20-30 days (express 15 days), supply chain delays are minimized.
FAQ
What is the maximum thickness for laser spot welding?
Fiber laser spot welding is optimal for materials ranging from 0.1mm to 3.0mm, depending on the laser power and material type.
How does laser welding compare to resistance welding in speed?
Laser spot welding cycles can be under 0.1 seconds per spot, significantly faster than the 0.5–1.0 seconds typical for resistance welding.
Can laser welders join dissimilar metals?
Yes, laser welding excels at joining dissimilar metals like copper to aluminum or steel to aluminum, which is challenging for resistance welding due to differing electrical resistivities.
What is the positioning accuracy of Intouchray laser welders?
Intouchray laser welding systems offer a positioning accuracy of ±0.03mm, ensuring precise weld placement for automated assemblies.
What warranties does Intouchray provide?
Intouchray provides a 2-year warranty on the machine body and a 1-year warranty on the laser source, covering major components for peace of mind.
Summary & Next Steps
Transitioning to laser spot welding offers measurable improvements in speed, precision, and material versatility, particularly for high-value manufacturing sectors. By leveraging data such as ±0.03mm accuracy and 25-30% wall-plug efficiency, engineers can justify the investment through reduced rework and lower consumable costs.
Request a cutting sample or spec sheet with full compatibility data from Intouchray to validate these performance metrics for your specific application.
Frequently Asked Questions
What are the primary advantages of laser spot welding over traditional resistance welding?
Laser spot welding offers a non-contact, high-speed alternative that eliminates electrode wear and allows for precise heat input control. It provides superior aesthetic finishes, minimal thermal distortion, and is better suited for delicate assemblies, thin-gauge materials, and dissimilar metal joints compared to traditional resistance welding.
How does the positioning accuracy of fiber laser systems compare to resistance welding?
Fiber laser systems offer a positioning accuracy of ±0.03mm, which is significantly more precise than the ±0.5mm accuracy typical of mechanical-dependent resistance welding. This high precision is critical for automated assembly lines to prevent tolerance stacking and assembly failures.
Why are industry leaders like Tesla and Apple shifting toward laser welding?
These companies are shifting toward laser welding due to demands for precision engineering driven by electronics miniaturization and automotive lightweighting. Laser welding provides the structural integrity, minimal thermal distortion, and superior aesthetic finishes required for critical components where traditional mechanical fastening and resistance welding often fail.
What are the efficiency specifications of Intouchray’s fiber laser systems?
Intouchray’s fiber laser systems operate at a wavelength of 1,064nm with a wall-plug efficiency of 25-30%. This is far more effective than older CO2 systems, resulting in lower electricity costs and reduced cooling requirements while ensuring efficient energy transfer through high metal absorption.
How do initial costs and maintenance compare between laser and resistance welding?
While traditional resistance welding has lower initial capital costs, it requires high maintenance due to regular electrode dressing and replacement. In contrast, fiber laser spot welding has higher initial equipment costs but incurs no electrode maintenance costs because it is a non-contact process, leading to lower long-term operational costs and zero downtime for tip dressing.


