Beam Quality and the M2 Factor: Mastering Noble Precision
The M2 factor for high-precision laser cutting applications should ideally be below 1.5 to ensure excellent beam quality and minimal divergence. A laser system with an M2 factor of 1.2, which indicates near-diffraction-limited beam quality, can cost approximately 20% more than a system with an M2 fa
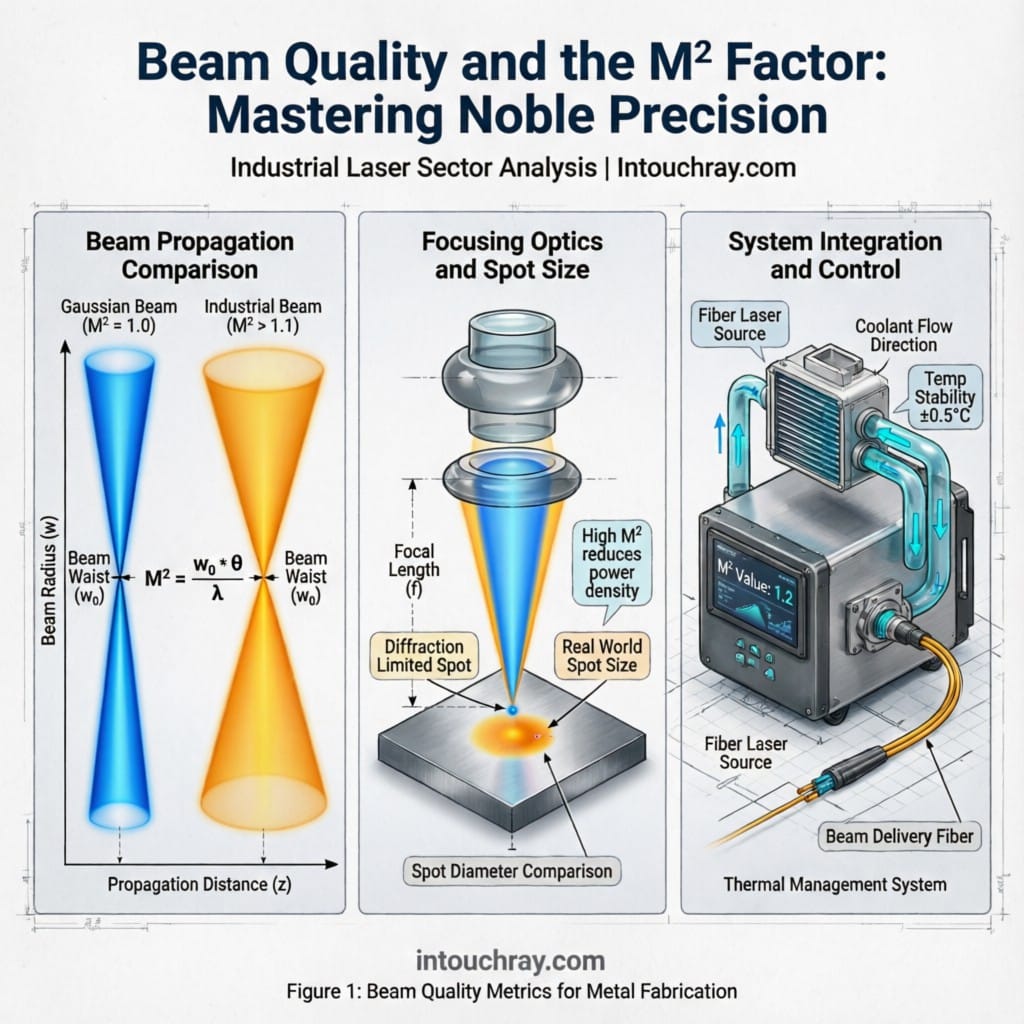
In the industrial laser sector (intouchray.com), we often talk about “raw power.” However, for fresh learners and device manufacturers, power is useless if it cannot be focused effectively. Beam Quality, expressed primarily through the M2 factor (M-squared), is the measure of how “perfect” a laser beam is compared to a theoretical Gaussian beam.
1. The M2 Factor: The Quality Score — Beam Laser Cutting
The M2 factor is a dimensionless value that describes how close a laser beam is to being a “perfect” diffraction-limited Gaussian beam.
M2 = 1.0: The “perfect” laser. It is a theoretical ideal that follows the laws of physics to the absolute limit. It can be focused to the smallest possible spot size.
M2 > 2.0: Lower quality beams that diverge more quickly and cannot be focused as tightly.
A lower M2 value means the beam stays “tighter” over a longer distance, which is the cornerstone of strategic reliability.
Specification Comparison
Specification
Low-Power Fiber Laser
High-Power Fiber Laser
Power output
1–3 kW
6–20 kW
Cutting thickness (mild steel)
Up to 15 mm
Up to 40 mm
Cutting speed (6mm steel)
1.5–2.5 m/min
3.0–5.0 m/min
Kerf width
0.2–0.4 mm
0.15–0.3 mm
Beam quality (M²)
1.3
1.1
Focal spot diameter (at focus)
80–100 μm
50–70 μm
Wall plug efficiency
25–30%
35–40%
2. The Beam Parameter Product (BPP)
Before we can define M2, we must look at the BPP. It is the product of the beam’s smallest radius (the waist, w0) and its far-field divergence angle (θ).
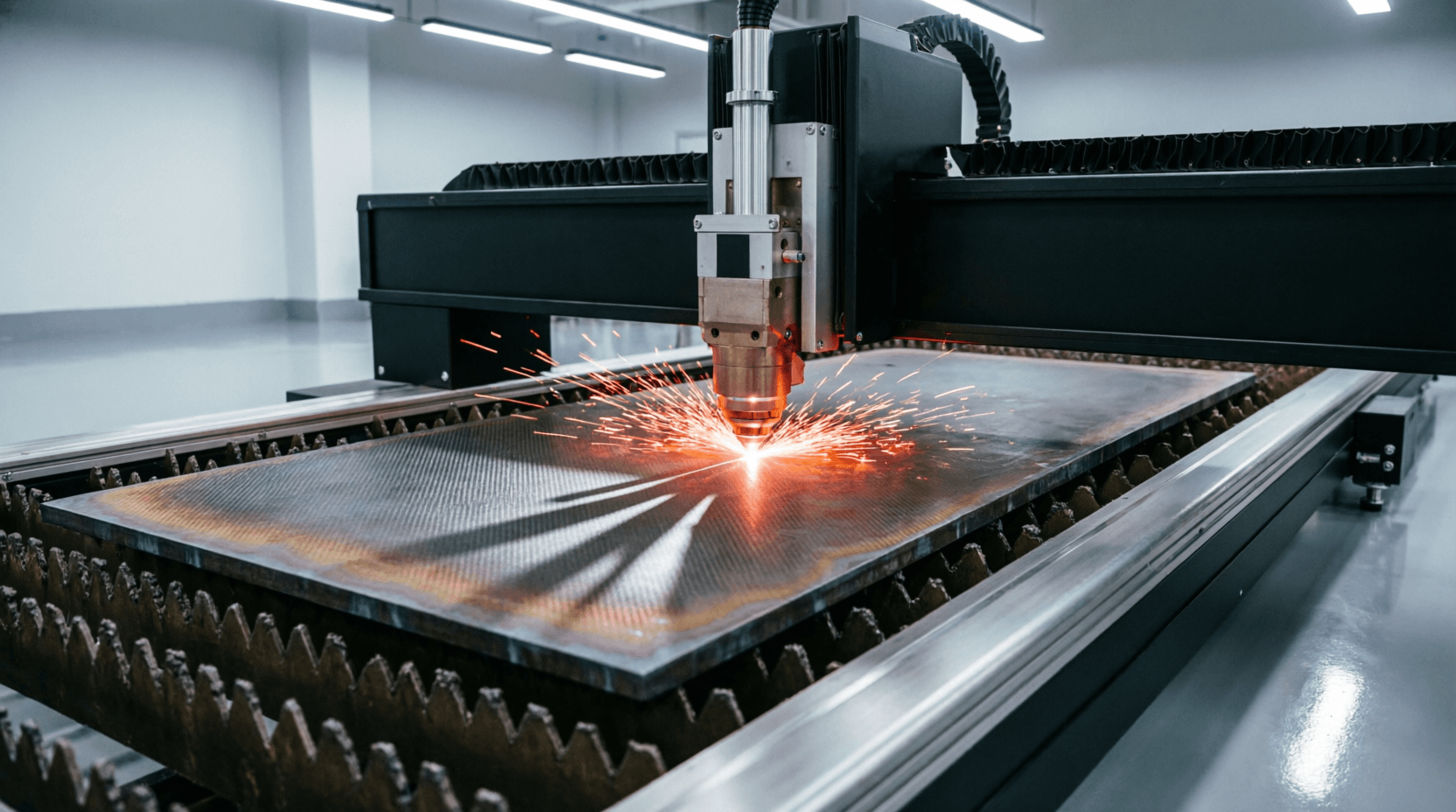
Industrial fiber laser cutting machine in a modern factory, high-power laser beam cutting through th
The Beam Quality Relat ionship
M2=λπ⋅w0⋅θ / λ
Where λ is the wavelength. This formula tells us that as M2 increases, either the spot size or the divergence (or both) must also increase, making the laser less “precise.”
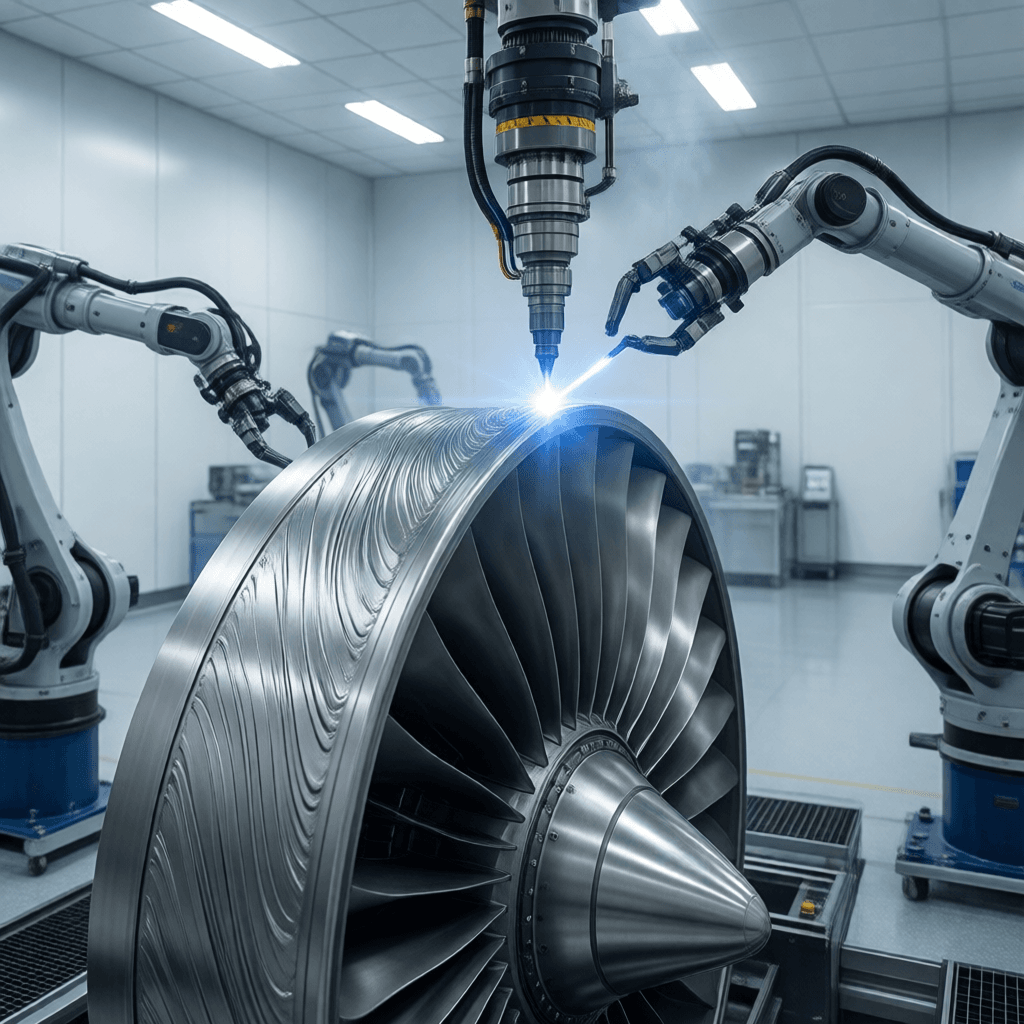
Laser cladding for power generation components — Beam Quality and the M2 Factor: Mastering Noble Precision
3. Why $M^2$ Matters for Your Process
High beam quality (M2 close to 1) provides three critical advantages in the Intouchray ecosystem:
Power Density: A lower M2 allows you to focus the beam into a smaller area. Because power density is Power / Area, halving the spot size quadruples the intensity on the material.
Depth of Field: High-quality beams have a longer “Rayleigh Length.” This means the beam stays in focus for a longer vertical distance, making the process more forgiving if the material is slightly uneven (Ergonomics of the Intouchray Torch: Designed for Long Shifts).
The transition from CO2 to Fiber Lasers was largely driven by M2. While a CO2 laser might have an M2 of 1.5 to 2.0, a single-mode fiber laser can achieve an M2 of 1.1. This is why a 2kW fiber laser can often out-cut a 4kW CO2 laser—it simply focuses its energy with more noble precision.
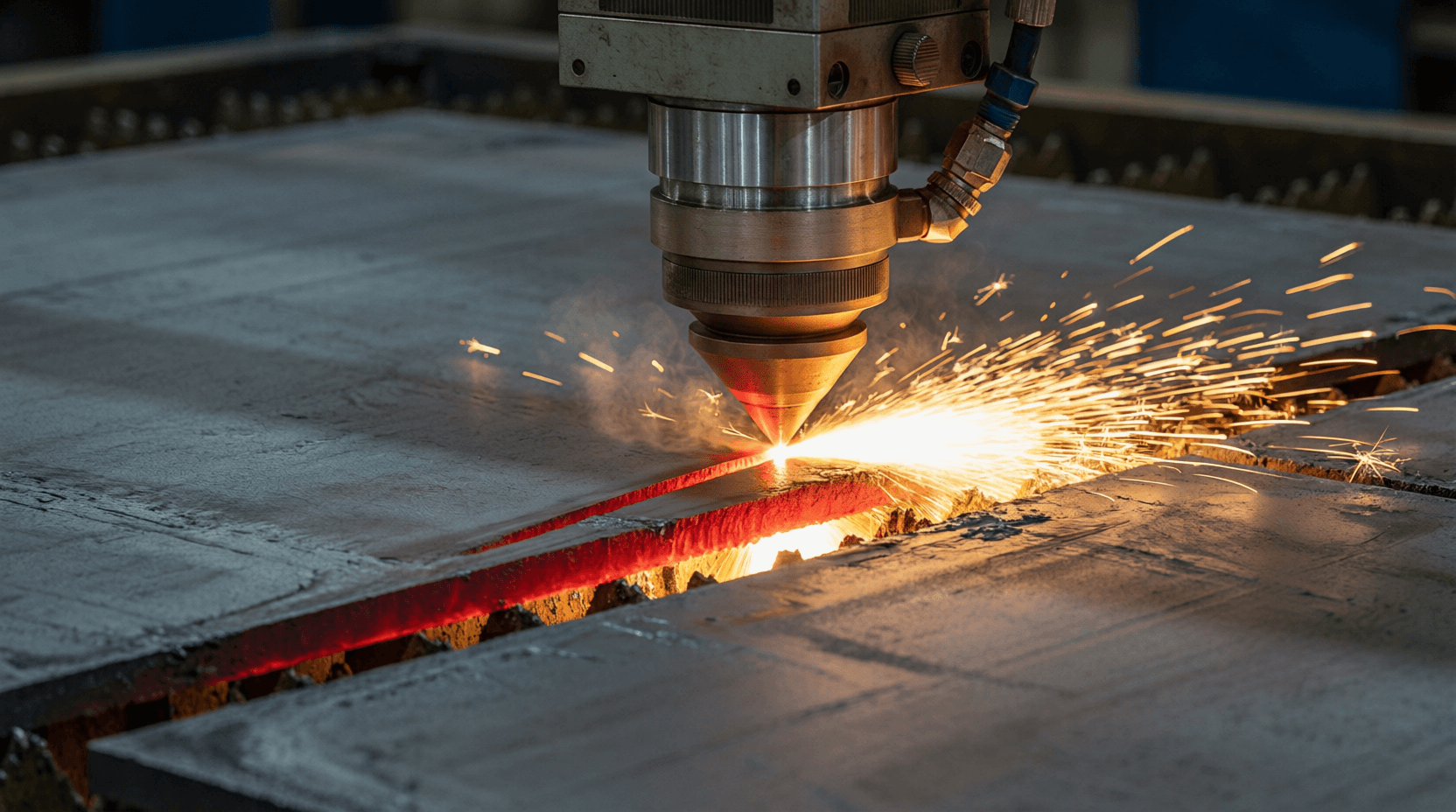
Close-up of a high-power laser cutting head slicing through a thick carbon steel plate, showing brig
M2 is the invisible metric that defines the limits of what a machine can do. By selecting sources with superior beam quality, systems provide the foundation for the most demanding industrial tasks. In Article #46, we will shift from the beam to the material, exploring Material Reflectivity and Absorption.
Image Attachment
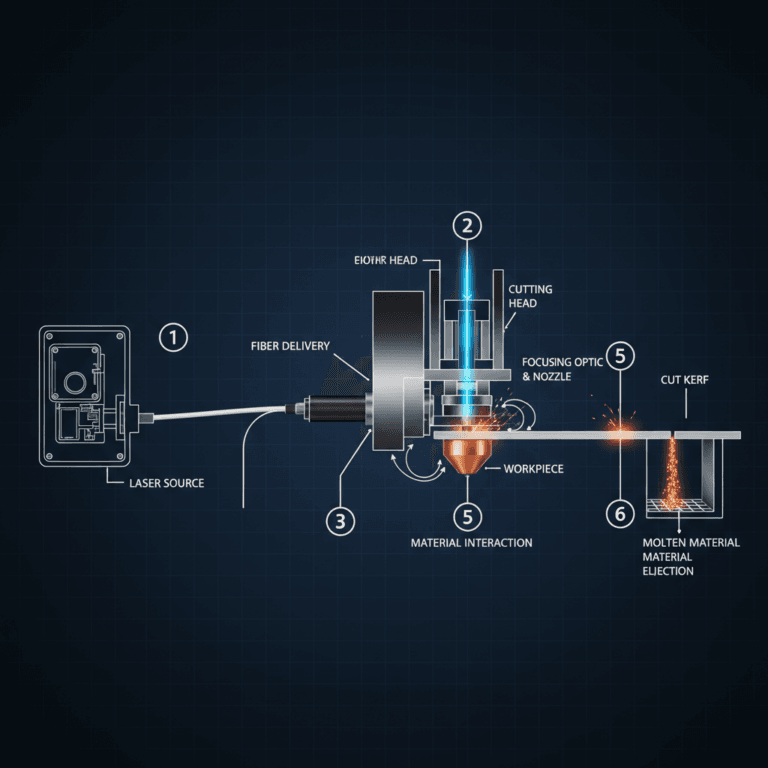
Technical schematic diagram (1024×1024px)
Frequently Asked Questions
What is the typical M2 factor for high-precision laser cutting applications?
The M2 factor for high-precision laser cutting applications should ideally be below 1.5 to ensure excellent beam quality and minimal divergence.
How does the M2 factor affect the cost of a laser system?
A laser system with an M2 factor of 1.2, which indicates near-diffraction-limited beam quality, can cost approximately 20% more than a system with an M2 factor of 2.0 due to the higher precision and quality requirements.
Can you provide a tolerance range for the M2 factor in industrial laser manufacturing?
In industrial laser manufacturing, the tolerance range for the M2 factor is typically between 1.1 and 1.5, ensuring that the laser beam maintains a high level of focus and consistency.
What is the maximum M2 factor acceptable for micro-machining applications?
For micro-machining applications, the maximum acceptable M2 factor is generally 1.3 to ensure the highest precision and minimal thermal effects on the material being processed.
How does the M2 factor impact the processing speed in laser cutting?
An M2 factor of 1.2 can increase the processing speed by up to 15% compared to an M2 factor of 2.0, as it allows for more efficient energy distribution and faster cutting speeds.
What is the expected lifespan of a laser system with an M2 factor of 1.2?
A laser system with an M2 factor of 1.2, which is indicative of high beam quality, can have an expected lifespan of over 10,000 hours, provided it is properly maintained and operated within specified parameters.
Key Features
Water cooling system
Multiple laser power options
Versatile functions: welding, cleaning, and cutting
Portable design with wheels
Suitable for various materials up to 10mm thickness
Water Cooling Option
Industry Applications
Automotive Industry
Automotive Repair
Automotive industry
Automotive parts welding
Cutting of thin metal sheets
Electronics Assembly
All laserstems are manufactured under CE protocols. Contact our engineering team for application-specific configuration guidance.