Mastering HAZ: How Fiber Lasers Prevent Metallurgical Distortion
For precision engineers, the goal of welding is rarely just to join or repair material; it is to maintain the mechanical properties of the base alloy. The single greatest enemy of structural integrity in thermal processing is the Heat Affected Zone (HAZ).
In Article #01, we established that Laser Cladding is the superior method for 2026. Article #02 focuses on why: precise, real-time control over the HAZ through advanced Fiber Laser technology.
What is the Heat Affected Zone (HAZ) and Why Should You Care?
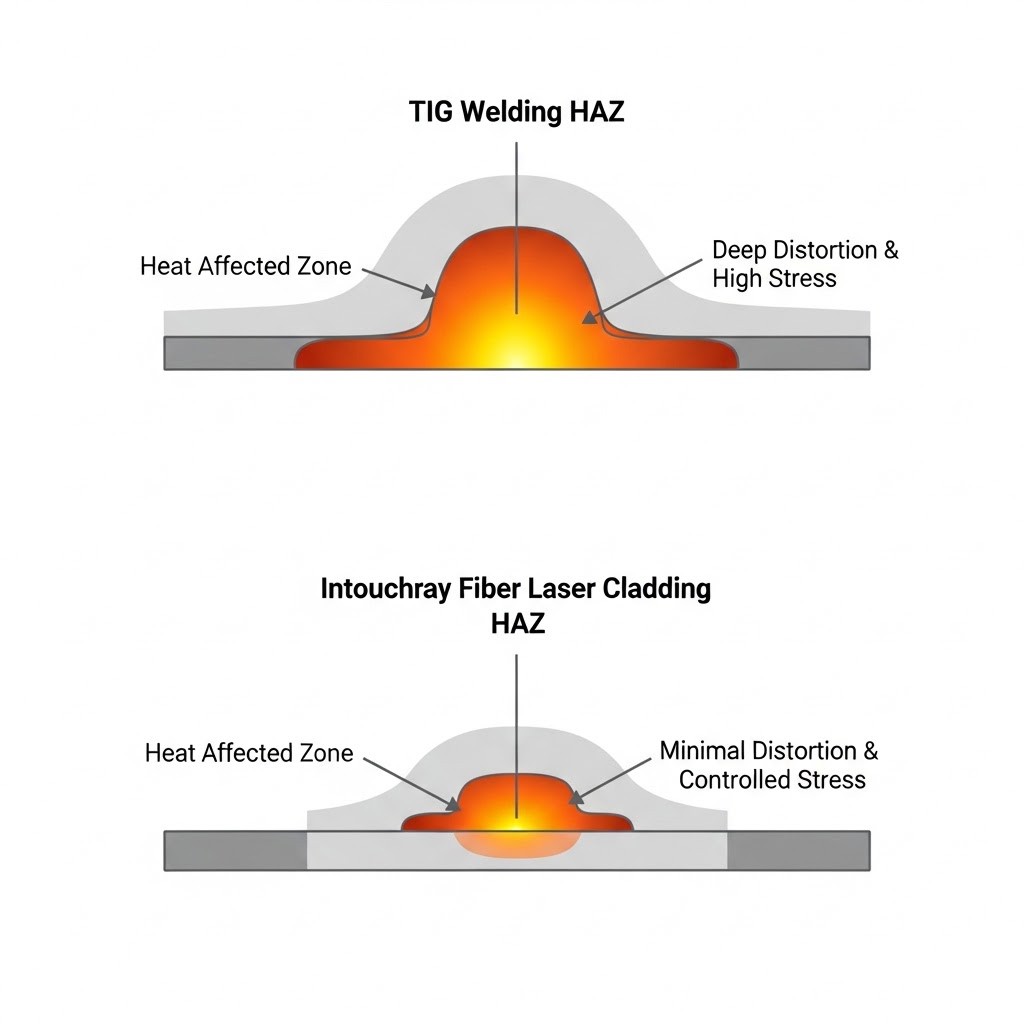
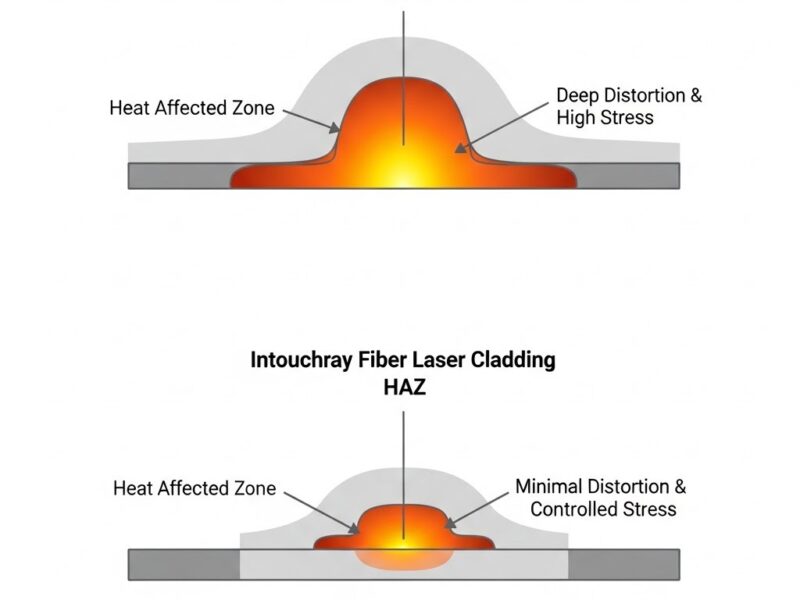
The HAZ is the area of base material that was not melted, but where the heat from the cladding process was intense enough to alter the metal’s microstructure. While the cladding layer might possess the desired hardness, a large HAZ can lead to catastrophic failure in two ways:
Grain Growth & Softening: High heat causes the internal metallic grains to grow larger. Large grains result in a lower yield strength, meaning the metal could deform under load, even if the coating holds firm.
Residual Tensile Stress: As a large HAZ cools and contracts, it “pulls” against the cladding layer and base metal. If these stresses are high enough, they can cause the part to crack immediately after cladding or fail early due to fatigue under operational conditions.
The Intouchray Advantage: Laser Precision vs. Arc Chaos
To minimize HAZ, you must control three factors: Heat Input, Dwell Time, and Cooling Rate. Traditional arc hardfacing applies too much heat, for too long, over too large an area. Fiber Lasers provide surgical precision.
A key indicator of process control is the depth of the thermal influence.
How Fiber Lasers Achieved This:
High Energy Density: A Fiber Laser beam is exceptionally concentrated. It melts the powder and a very thin surface layer of the base metal almost instantly. There is no excess energy “soaking” into the part.
Minimal Interaction Time: The laser processing speed is much higher than arc welding. Because the heat source moves quickly, any specific point on the base metal is only exposed to heat for a fraction of a second, preventing the heat from penetrating deeply.
Localized Heat Source: Unlike an arc, which can wander, the laser spot remains exactly where it is programmed, often within microns. This allows us to clad a precision valve seat, for example, without affecting the integrity of the critical tolerances millimeters away.
Industry Applications: When Minimal HAZ is Critical
Laser Cladding with tight HAZ control is not just for repair; it’s an enabler of high-performance product designs.
Hydraulic Rod Refurbishment: You can restore wear resistance without causing the long, thin rod to “banana” warp due to residual stress in the HAZ.
Turbine Blades: Repairing delicate blade tips with expensive superalloys requires zero base-metal distortion to ensure proper aerodynamic performance.
Gear Tooth Rebuilding: Rebuilding only the worn faces of a gear tooth without annealing the toughened core.
Conclusion
By selecting Intouchray’s Fiber Laser Cladding systems, manufacturers gain absolute control over the thermal history of their components. This technology makes surface repair possible for geometry and alloys that were previously un-weldable, ensuring that the repaired part is, metallurgically, just as strong as a new one.
Image Attachment