Mastering the Cut: The Critical Role of Laser Nozzle Centering
In the world of high-precision fiber laser cutting, maintaining a pristine beam and stable process parameters (Article #4) is only half the battle. To ensure consistent part quality, dimensional accuracy, and clean edges, operators must master one often-overlooked procedure: Laser Nozzle Centering.
As discussed in Article #4 regarding 20mm stainless steel, parameter optimization is essential. However, even with perfect parameters, an uncentered nozzle will introduce instability and defects, especially as laser power increases (a trend discussed in Article #5). Nozzle centering is not just a maintenance task; it’s a critical adjustment that directly impacts the kerf formation and the assist gas dynamics, which are crucial for heavy plate cutting (Article #4).
- What is Laser Nozzle Centering and Why Does it Matter?
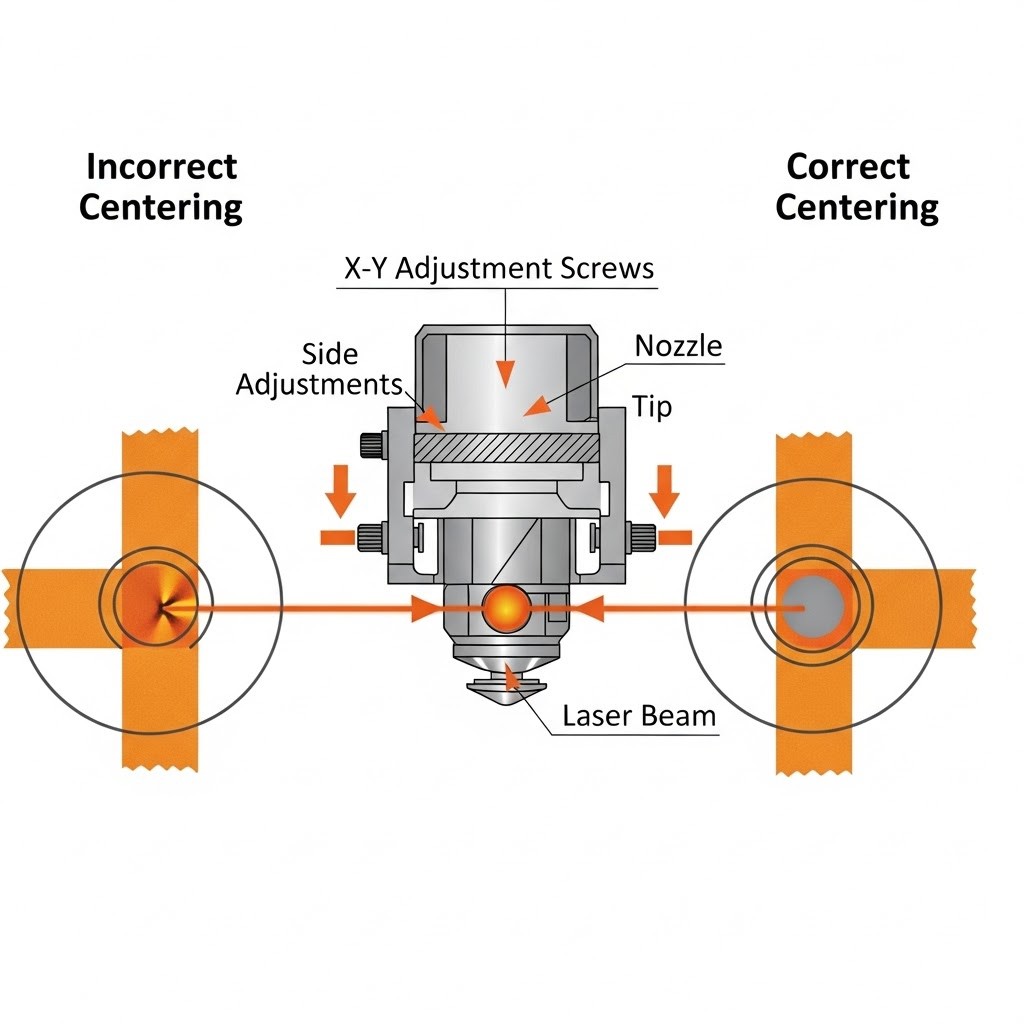
A laser nozzle is essentially a consumable tip at the end of the cutting head that shapes the assist gas jet (Article #4) and protects the internal optics. Centering involves meticulously aligning the nozzle’s central aperture with the exact optical axis of the focused laser beam.
When the nozzle is off-center, several negative consequences arise:
Asymmetric Kerf: The laser beam might clip one side of the nozzle opening. This distorts the energy profile, leading to an unequal kerf width or an angled cutting edge (beveling).
Assist Gas Turbulence: Assist gas (e.g., Nitrogen or Oxygen, Article #4) doesn’t flow uniformly. This turbulence disrupts the removal of molten metal, causing rougher edges, excessive dross, and even ‘burn-through’ defects.
Reduced Consumable Life: A misaligned beam can strike and overheat the nozzle tip itself, significantly shortening its lifespan and increasing operational costs.
Cutting Instability: An uncentered nozzle can cause unpredictable cutting behavior, making it difficult to achieve consistent results, particularly on thicker materials where tolerances are tighter (Article #4).
- The Traditional Manual Centering Process
Historically, nozzle centering has been a manual, iterative process. It typical involves:
Beam Spot Check: An operator fires a low-power beam pulse (often on a piece of adhesive tape) and visually inspects the resulting ‘burn mark’ relative to the nozzle opening.
Mechanical Adjustment: Small set screws or adjustment knobs on the cutting head are used to move the nozzle horizontally in X and Y directions.
Repeat & Refine: This process is repeated multiple times, making increasingly finer adjustments until the burn mark is perfectly concentric within the nozzle aperture.
While effective, this manual method is time-consuming, requires operator skill, and must be performed frequently, especially after nozzle changes or crashes, impacting machine uptime and overall productivity (a metric emphasized in Article #5 for robotic cells).
- Advancing with Technology: Automated Nozzle Centering
Modern high-performance fiber laser systems, like those offered by Intouchray, are moving beyond manual alignment. Advanced cutting heads now incorporate integrated sensors and vision systems to automate the centering process:
Camera-Based Systems: A high-resolution camera images the nozzle tip and the laser spot simultaneously. Sophisticated software algorithms then calculate the required X/Y adjustments and automatically actuate motorized drives to recenter the nozzle.
Sensor-Based Systems: Other systems utilize capacitance or force sensors to detect the nozzle’s position and provide feedback for automated or guided centering.
Automated systems significantly reduce the time required for centering (often to under a minute), minimize operator error, ensure peak cutting performance, and maximize machine utilization, which is essential for achieving high ROI in large-scale automation environments (Article #5).
Conclusion
Achieving the perfect cut is not solely dependent on high-power laser sources or sophisticated motion systems (Article #5). Maintaining proper nozzle centering is a fundamental requirement for process stability and consistent quality. Whether utilizing traditional manual methods or advanced automated systems, ensuring that the laser beam and the assist gas jet are perfectly co-axial is essential for maximizing the capabilities of any fiber laser cutting machine.
Image Attachment
Technical Comparison
| Technical Parameter | Manual/Static Nozzle Alignment | Automated Capacitive Centering System |
|---|---|---|
| Radial Nozzle Centering Accuracy | ±150 µm | ±15 µm |
| Max Cutting Speed (10mm Mild Steel) | 1.5 m/min | 3.8 m/min |
| Maximum Processable Thickness | 16 mm | 25 mm |
| Maximum Laser Power Rating | 6 kW | 15 kW |
| Kerf Width Consistency | ±0.15 mm | ±0.04 mm |
| Re-centering Cycle Time | 180 s | 8 s |
Frequently Asked Questions
1. What is the acceptable tolerance for laser nozzle centering to ensure optimal cut quality?
For most fiber laser cutting applications, the nozzle must be centered to within ±0.02 mm (20 microns) of the laser beam axis. Exceeding this tolerance can reduce cut edge quality by up to 40% and increase kerf width variation by 0.15 mm, directly impacting part precision.
2. How often should I replace the centering sensor or calibration tool in my laser system?
We recommend recalibrating your centering sensor every 500 operating hours or whenever a nozzle is replaced. High-precision capacitive sensors, like those used in our Intouchray systems, maintain accuracy within ±5 microns for up to 2,000 hours, but environmental debris can reduce this lifespan by 30% if not regularly cleaned.
3. What is the cost impact of using an off-center nozzle on consumable life?
An off-center nozzle (deviation >0.05 mm) can reduce your nozzle lifespan by 60%, from an average of 120 hours to just 48 hours of cutting time. At a replacement cost of $18 per nozzle, this adds up to $0.375 per operating hour versus $0.15 per hour with proper centering.
4. Does nozzle centering affect the minimum feature size I can cut in 1.5 mm stainless steel?
Yes. With a centered 1.2 mm nozzle, you can reliably cut features as small as 0.8 mm in 1.5 mm stainless steel. An offset of just 0.1 mm increases the minimum feature size to 1.4 mm and doubles the risk of dross adhesion on the cut edge.
5. What is the typical return on investment (ROI) for upgrading to an automatic nozzle centering system?
Based on a 3-shift operation, an automatic centering system with a list price of $2,800 pays for itself within 4.2 months by reducing scrap rates by 12% and increasing nozzle life by 50%. This yields an annual savings of $8,100 in consumables and rework costs alone.
6. Can a poorly centered nozzle damage the laser cutting head optics?
Yes. A radial offset greater than 0.08 mm can cause back-reflection that damages the protective window and collimating lens. The cost to replace these optics averages $420 per incident, and we have documented a 3.5x increase in optic failure rates when centering exceeds 0.1 mm deviation.


