The quality of your laser cladding repair is determined long before the first metallurgical bond is formed. It is determined by your choice of the delivery system: the nozzle. In Laser Metal Deposition (LMD), the nozzle has one job: ensure the precise, efficient interaction of the expensive alloy powder and the concentrated fiber laser beam.
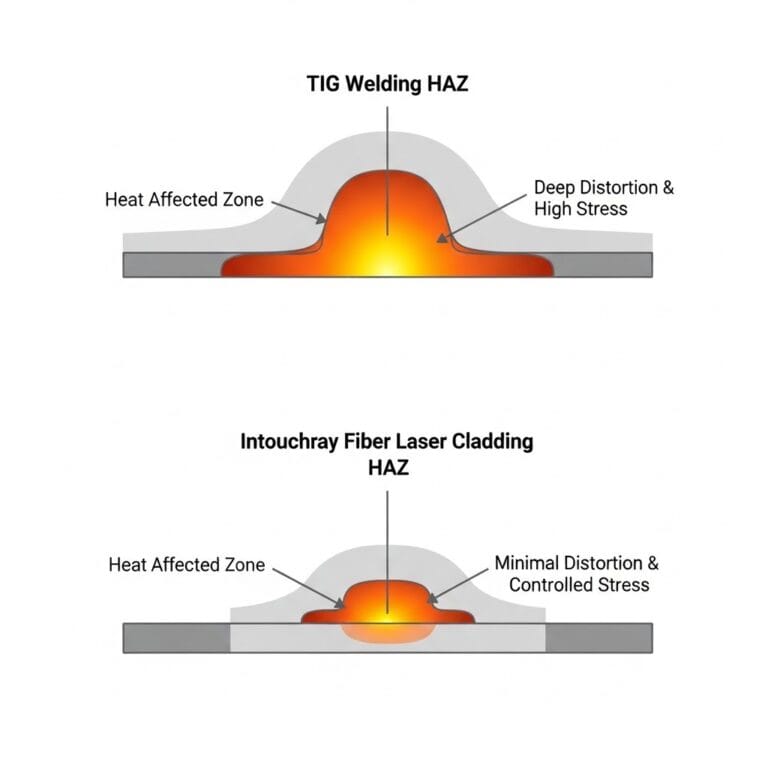
Like our previous discussion on Heat Affected Zones (Article #02), your nozzle configuration impacts the structural integrity of your component and, significantly, your operational costs. The debate between Coaxial and Lateral feeding isn’t about which is “better”—it’s about matching the nozzle mechanics to your specific application geometry.
1. Lateral Powder Feeding: The Simplified Workhorse
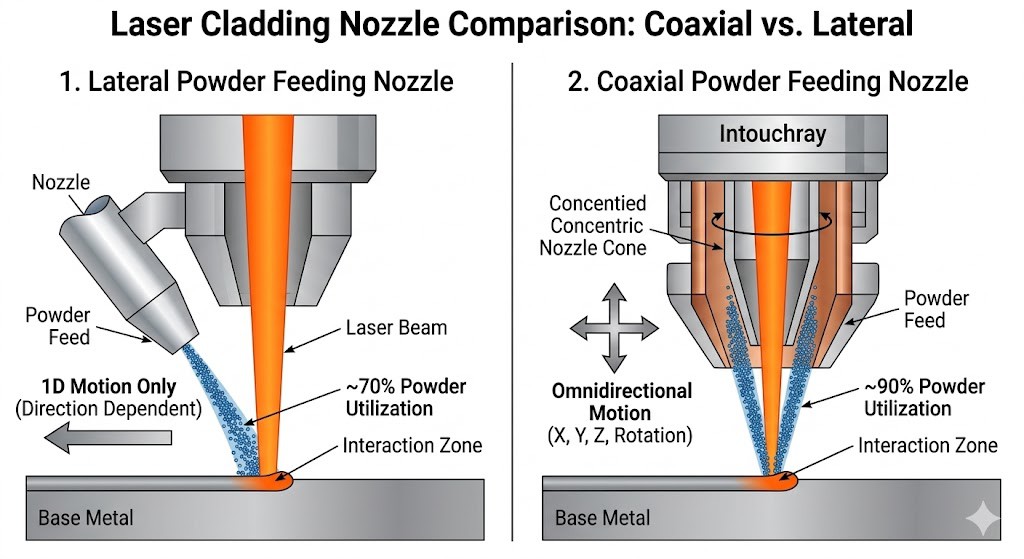
Lateral nozzles are the most traditional and simplest form of powder delivery. The powder stream is fed from the side of the central laser beam axis, intersecting it at a pre-determined angle at the focus point on the base metal.
The Advantages:
Lower Hardware Cost: Simple, durable design that is easier to manufacture and maintain than a complex, multi-component coaxial head.
High Speed for Simple Geometries: Extremely effective for cladding large, 1D surfaces, such as long shafts or flat plates, where the movement is predictable.
The Downside (The “Directional” Trap):
The fatal flaw of lateral feeding is its inherent asymmetry. If you move the cladding head away from the powder stream, you get efficient delivery. If you move sideways or, worst of all, backward, you are moving away from your material source, resulting in poor bead uniformity and excessive powder waste.
2. Coaxial Powder Feeding: The Symmetric, High-Efficiency Standard
Coaxial nozzles are the high-performance option favored by Intouchray for advanced applications. This nozzle surrounds the laser beam completely (360 degrees). The powder stream forms a cone shape that is concentric to the laser beam axis.
The Advantages:
Symmetry & Direction Independence: The greatest benefit. You can move the laser in any direction (X, Y, Z, and rotationally) and the powder feed rate and utilization remain constant. This is mandatory for integrating a cladding head onto a robotic arm (our focus in Article #05) or handling complex 3D shapes.
Higher Powder Utilization: Because the powder cone focuses right alongside the beam, a higher percentage of material is melted and deposited.
The Downside:
Complexity: More complex and delicate design.
Summary Comparison of Characteristics
| Characteristic | Lateral Nozzle | Coaxial Nozzle |
| Powder Utilization | Moderate (~70%) | High (~90%) |
| Direction of Motion | One-Way only | Omnidirectional (All) |
| Geometry | 1D (Shafts, Plates) | 3D (Robotics, Complexity) |
| Initial Cost | Lower | Higher |
| Maintenance | Low | High |
The “Robotic” Warning: Choose Wisely
If your operational goal includes automating the repair of a complex 3D shape (like a turbine blade repair) or integrating the process onto a ground rail linear system (Category ID: 68), coaxial feeding is not optional. A standard 6-axis robot will rotate and move in ways a lateral nozzle cannot accommodate. Attempting to use a lateral nozzle on a multi-axis path will result in material failure.
Image Attachment
Frequently Asked Questions
1. What is the maximum powder utilization efficiency I can expect with a coaxial nozzle compared to a lateral nozzle?
With a properly configured coaxial nozzle, you can achieve a powder utilization efficiency of up to 85% for standard cladding applications, whereas lateral nozzles typically deliver 60-70% efficiency. For a specific example, on a 3 mm track width, a coaxial nozzle wastes approximately 15% of powder versus 30-35% for a lateral nozzle, directly impacting your annual powder costs.
2. What are the dimensional tolerances for clad track width when using coaxial vs. lateral nozzles?
Coaxial nozzles provide a symmetrical melt pool that yields a track width tolerance of ±0.1 mm for a 2.5 mm nominal track. Lateral nozzles, due to asymmetric powder distribution, typically achieve a wider tolerance of ±0.3 mm. For precision repair applications requiring a 2.0 mm track, this difference can be the deciding factor in meeting your quality specifications.
3. What is the maximum powder feed rate each nozzle type can handle without clogging?
Our coaxial nozzles are rated for a continuous powder feed rate of up to 40 g/min with a 0.8 mm nozzle orifice, while lateral nozzles can handle up to 60 g/min using a 1.2 mm orifice. However, exceeding 45 g/min in a coaxial nozzle increases the risk of nozzle clogging by 25% due to heat buildup at the tip, so we recommend staying at or below 35 g/min for long-run production.
4. How does the nozzle standoff distance affect deposition quality, and what is the optimal range?
The optimal standoff distance for coaxial nozzles is 10-12 mm, with a working tolerance of ±1.5 mm before bead geometry degrades. Lateral nozzles require a tighter standoff of 8-10 mm, with a tolerance of only ±0.8 mm. If your robotic arm has a repeatability of ±0.5 mm, a coaxial nozzle provides a more forgiving setup for complex 3D paths.
5. What is the typical cost difference between a coaxial and a lateral nozzle assembly?
A complete coaxial nozzle assembly (including internal powder channels and gas lens) costs approximately $1,200 to $1,800 per unit, while a lateral nozzle assembly costs $450 to $700. However, the coaxial nozzle’s higher powder efficiency—saving up to 15% on material costs per kilogram of deposited material—can offset the initial price difference within 6 months at a usage rate of 5 kg per week of Inconel 625 powder.
6. What is the maximum laser power each nozzle type can withstand before thermal damage occurs?
Our water-cooled coaxial nozzles are rated for up to 4,000 W of continuous laser power with a cooling flow of 6 L/min, maintaining a tip temperature below 80°C. Standard lateral nozzles are typically limited to 2,500 W without active cooling, and exceeding 2,800 W can cause brass nozzle deformation within 30 seconds of continuous operation. For high-power applications above 3,000 W, a coaxial nozzle is mandatory.