Laser Cladding vs. Hardfacing: The Industrial Performance Gap
In the world of industrial surface refurbishment, “Good Enough” is no longer the standard for 2026. For decades, traditional hardfacing (Weld Overlay) was the universal solution for repairing worn mechanical components. However, as high-precision manufacturing demands increase, Laser Cladding—also known as Laser Metal Deposition (LMD)—has emerged as the superior method for industries where metallurgical integrity and minimal thermal distortion are non-negotiable.
- The Dilution Factor: Why 5% is the Magic Number
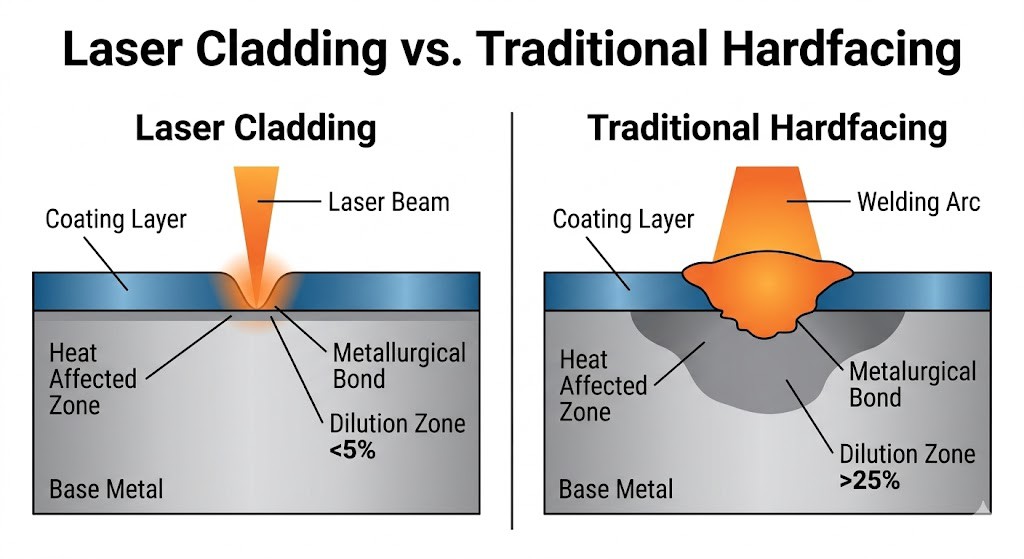
The primary technical flaw of traditional hardfacing is Dilution. When using arc welding (MIG/TIG) to apply a protective layer, the intense, uncontrolled heat melts a significant portion of the base metal. This “mixes” the substrate into your expensive coating alloy, degrading its intended properties.
Traditional Hardfacing: Typically results in 20% to 30% dilution. To achieve the required hardness, operators often must apply multiple layers, increasing material costs and processing time.
Laser Cladding: Achieves a high-strength metallurgical bond with a dilution rate consistently below 5%. This ensures that the properties of the coating material remain pure and effective in a single pass.
- Eliminating the HAZ (Heat Affected Zone) Crisis
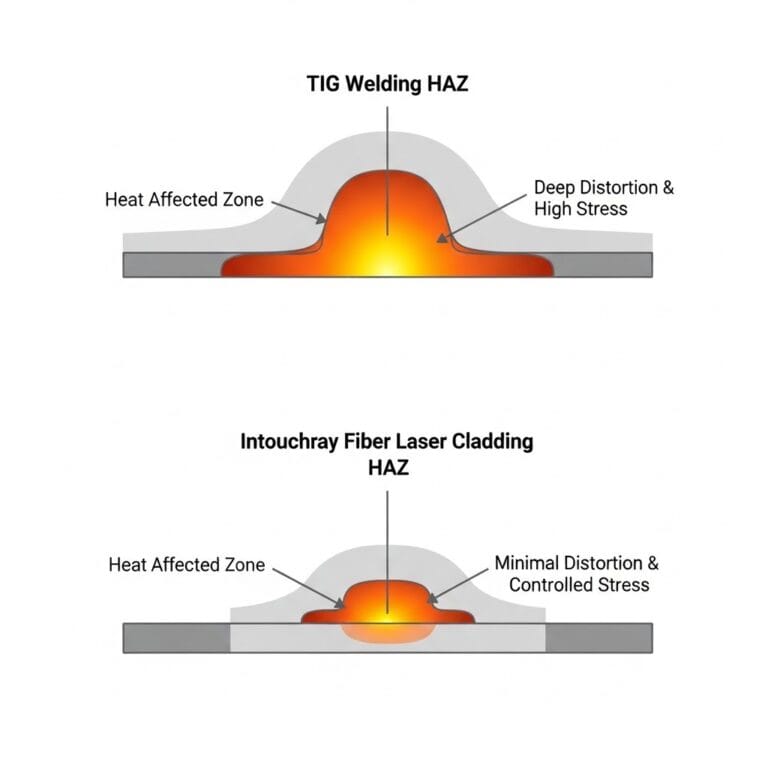
Excessive heat input is the enemy of structural integrity. In traditional welding, the massive heat soak creates a large Heat Affected Zone (HAZ) that can alter the grain structure of the base metal, leading to warping, residual stress, or even cracking.
Intouchray’s Fiber Laser technology utilizes a high-energy density beam that is so localized the surrounding metal remains relatively cool. This precision allows for the repair of complex components—such as hydraulic cylinders or turbine shafts—that would be structurally compromised by the heat of traditional hardfacing.
- Material Efficiency and “Near-Net Shape”
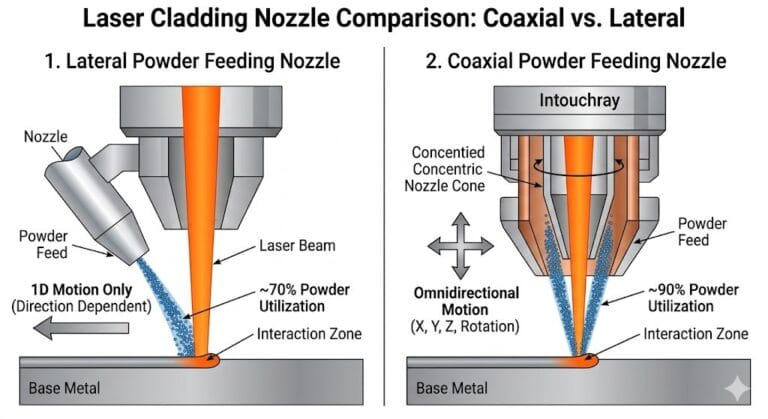
Laser Cladding is fundamentally a precision process. Because the powder is delivered through a specialized nozzle—either Coaxial or Lateral—the resulting layer is incredibly uniform.
Hardfacing: Produces a thick, irregular weld bead that requires extensive (and expensive) post-process machining and grinding to reach final dimensions.
Laser Cladding: Is a “Near-Net Shape” process. It requires minimal post-processing, saving significant costs on both the raw alloy powder and the labor hours in the machine shop.
The “Thin Wall” Conclusion
If your application involves thin-walled components or heat-sensitive alloys, traditional hardfacing is rarely an option due to the high risk of “burn-through.” Laser Cladding provides the only viable path to adding extreme wear resistance to delicate geometries without sacrificing the structural wall thickness of the original part.
JSON Data for Python Flow
Image Attachment
Technical Comparison
| Technical Specification | Laser Cladding | Conventional Arc Hardfacing |
|---|---|---|
| Base Metal Dilution Rate | 3% | 22% |
| Deposition Rate | 1.5 kg/h | 4.0 kg/h |
| Single-Pass Layer Thickness | 0.8 mm | 3.5 mm |
| Processing Travel Speed | 1.2 m/min | 0.4 m/min |
| Minimum Track Width | 1.5 mm | 6.0 mm |
| Post-Process Machining Allowance | 0.2 mm | 2.5 mm |