Assist Gas in Laser Processing: Chemistry, Pressure, and Flow
In the Intouchray workflow , laser processing is a two-part harmony: the photon melts the material, and the gas manages the melt.
Assist gas is a critical parameter in metal fabrication manufacturing (Article #66) that determines the cleanliness of a cut, the strength of a weld, and the efficiency of a cleaning cycle.
Achieving noble precision requires more than just “turning on the air”; it requires a calculated choice of chemistry and pressure.
1. The Chemistry of the Gas: Reactive vs. Inert
The composition of your assist gas changes the thermodynamics of the process.
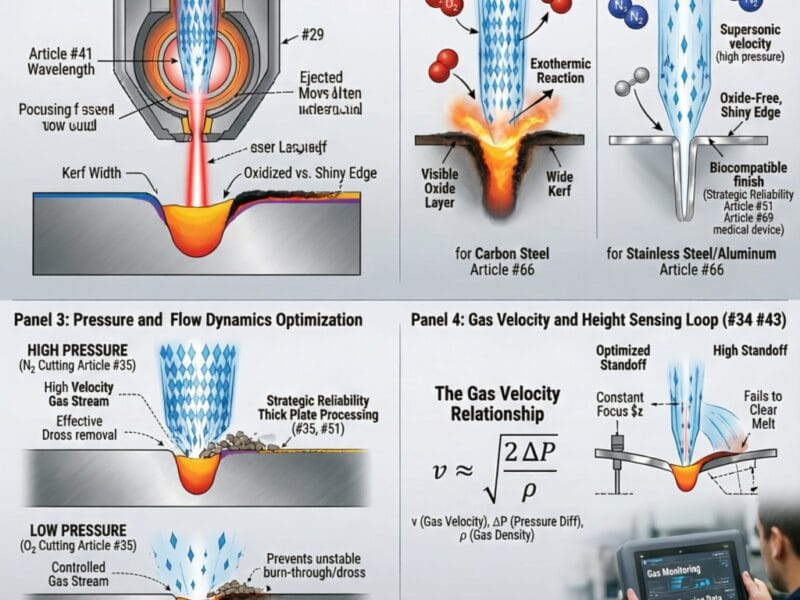
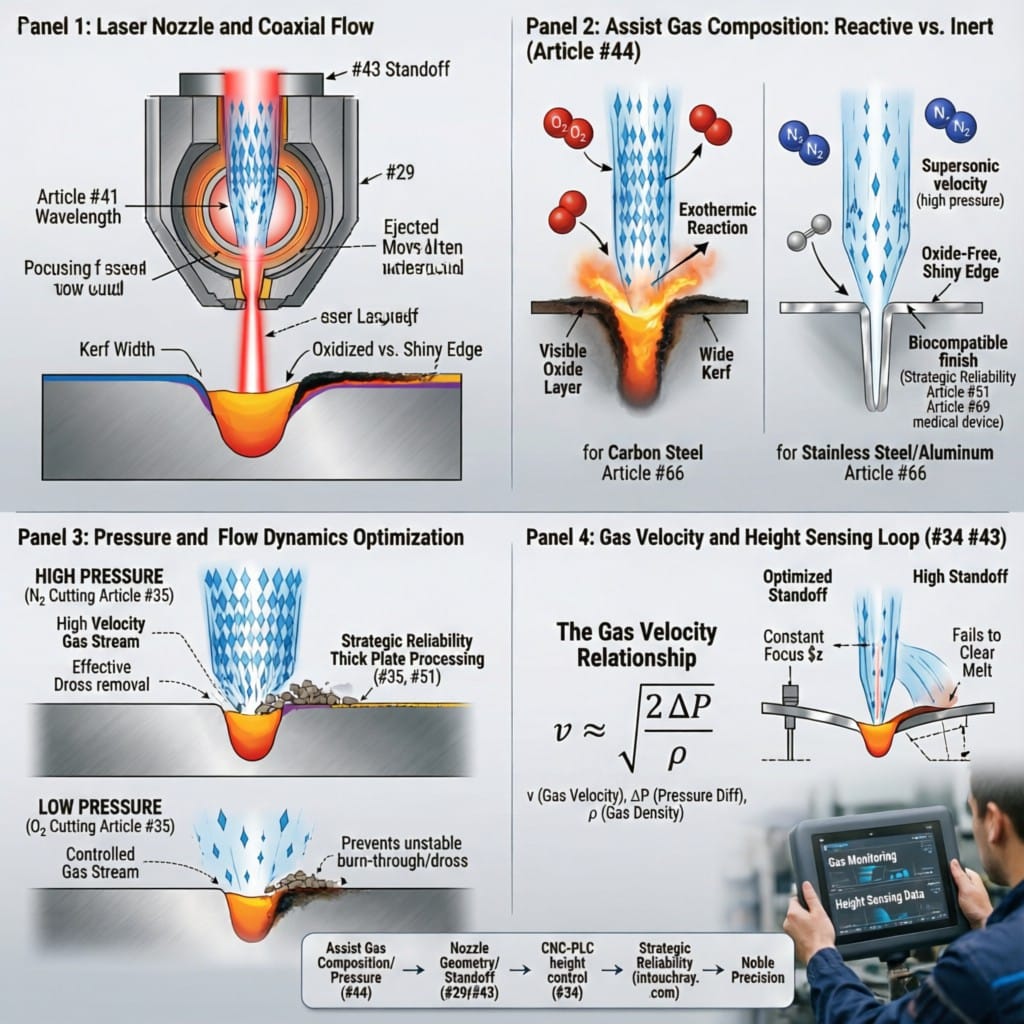
Oxygen (O2): Used primarily for carbon steel. Oxygen reacts with the molten metal in an exothermic reaction, adding extra heat to the process. This allows for faster speeds or thicker cuts but leaves an oxide layer on the edge.
Nitrogen (N2): An inert gas used for stainless steel and aluminum. It simply “blows” the melt away without reacting with it, resulting in a shiny, oxide-free edge ready for painting or welding.
Argon (Ar): Highly inert and used for specialized materials like titanium. Essential in laser cladding (Article #36) to prevent atmospheric contamination.
Compressed Air: A cost-effective hybrid (78% Nitrogen). With high-pressure filtration, it can be used for thin-gauge materials to balance speed and resource efficiency (Article #19).
2. Pressure and Flow: The Mechanical Force
The pressure of the gas (measured in Bar or PSI) provides the kinetic energy to eject molten material from the kerf (the cut gap).
High Pressure: Necessary for Nitrogen cutting to ensure the melt is cleared before it can solidify into “dross” on the bottom of the part.
Low Pressure: Used in Oxygen cutting to prevent the exothermic reaction from becoming unstable and “burning” the part.
3. The Gas Dynamics Equation
While the physics of gas flow through a nozzle is complex, the velocity of the gas (v) escaping the nozzle is influenced by the pressure differential (ΔP).
The Gas Velocity Relationship
Where ΔP is the pressure difference and ρ is the gas density. A higher pressure differential leads to higher velocity, which is essential for clearing heavy dross in thick-plate processing.
4. Nozzle Geometry and Standoff Distance
The laser head (Article #29) delivers the gas through a nozzle. The “Standoff Distance”—the gap between the nozzle and the plate—is a vital part of the CNC-PLC loop (Article #34).
If the standoff is too high, the gas disperses, loses pressure, and fails to clear the melt.
In Intouchray systems, the capacitive sensor (Article #43) maintains a sub-millimeter standoff to ensure the gas remains a concentrated, supersonic column of force.
5. Impact on Strategic Reliability
Using the wrong gas or incorrect pressure leads to “re-cast” layers and micro-cracks, compromising strategic reliability. For example, in medical device fabrication (Article #69), using high-purity Nitrogen is a non-negotiable requirement to ensure the biocompatibility of the finished edge.
Conclusion: The Invisible Tool
Assist gas is the final variable in the optimization triad (Power, Focus, and Gas). By mastering the “breath” of your machine, you ensure that every cut is clean and every weld is pure. In Article #45, we will explore the last major tuning parameter: Beam Quality and the M2 Factor.