Standard Operating Procedures (SOPs) for Laser Cutting Machines: Correct Use and Maintenance
Operating high-power fiber laser cutting machines (Article #07, #23) with precision and safety requires adherence to rigorous Standard Operating Procedures (SOPs). These integrated systems, combining multi-kilowatt laser sources ( Article #23), high-speed motion control ( intouchray.com), and high-pressure assist gases, deliver exceptional productivity when used correctly.
For new operators and fresh learners, mastering these SOPs is the definitive foundation for achieving maximizing component life ( Article #11-#13) and resource efficiency ( Article #19) in industrial cutting. Correct use doesn’t just protect the operator; it protects the high-value fiber laser source ( Article #13, #23) and ensures the final cut achieves its optimized quality and accuracy ( Article #18).
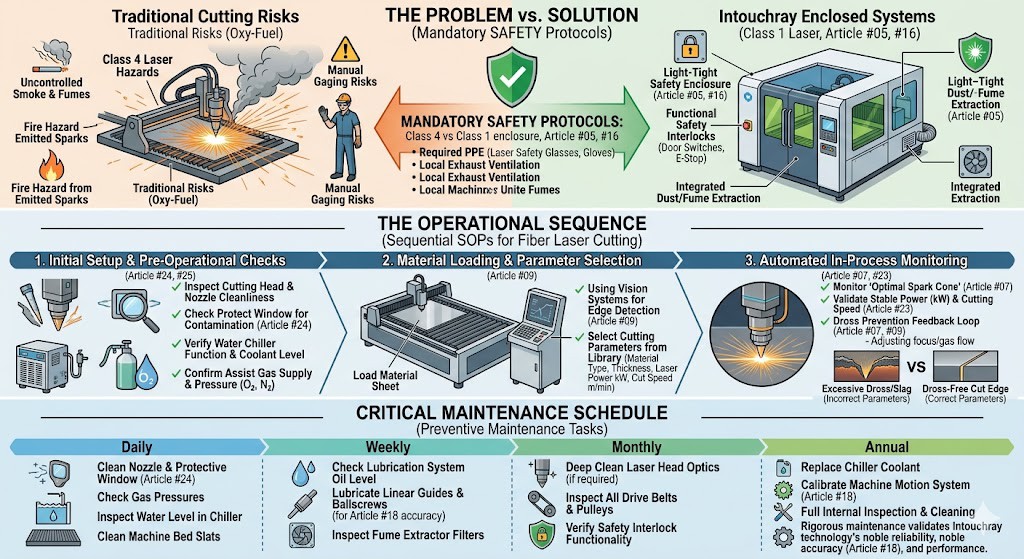
- Mandatory Safety Protocols: Laser and Gas Hazards
As with laser cladding (Article #24), mandatory safety protocols must be verified before any cutting sequence.
Laser Safety (Class 4/Class 1): High-power fiber lasers are Class 4 devices (Article #13, #23). While many cutting machines are fully enclosed (Class 1 safe enclosure, Article #05, #16), reflections can still occur during processing ( Article #09).
PPE: Specialized laser safety eyewear, matched to the laser wavelength (typically ~1070nm, Article #23) and rated for the correct optical density (OD), is mandatory when the enclosure is open or during maintenance. Fire-resistant clothing is also essential.
Enclosure Interlocks (Article #05): Always operate with the safety enclosure doors fully closed. Verify that all door interlocks are functional; any attempt to open the door during cutting must trigger an instant emergency stop (E-stop).
Assist Gas Safety: High-pressure assist gases (Oxygen, Nitrogen, Argon, Article #07) are critical for cutting.
Handling: Inspect all gas regulators, hoses, and connections for leaks. Never use damaged equipment.
Oxygen Safety: When cutting with Oxygen ( Article #07), ensure the area is free of oil, grease, and flammable materials. Oxygen-enriched environments pose a severe fire hazard.
Asphyxiation Risk: When using Nitrogen or Argon (asphyxiant gases), ensure proper ventilation. Fume extraction systems ( Article #24) are mandatory to capture metal dust and assist gas exhaust.
- Operational Procedures: The Setup Phase
A robust cutting operation begins with meticulous setup. Skipping steps here compromises quality, safety, and productivity.
Pre-Operational Checks: Verify the functionality of all auxiliary systems: water chiller (Article #07) flow and temperature, assist gas supply and pressure, and the motion system ( Article #18). Perform a visual inspection of the laser optics (delivery fiber, collimator, focusing lens, protective window) for cleanliness and damage.
Material Loading and Verification: Confirm the correct material (type and thickness) is loaded onto the shuttle table. Use the machine’s vision system (if equipped, Article #09) to verify material position and edge detection.
Parameter Selection: Load the validated process parameters for the specific material and thickness. This includes laser power ( Article #13), cutting speed, assist gas type (Article #07) and pressure, nozzle size, and focus position. Incorrect parameters are the primary cause of poor cut quality (dross formation, Article #07).
- Executing and Monitoring the Cut
Once safety and setup are verified, the cutting sequence can proceed.
Executing the Program: Start the cutting program. For complex nests or thick materials, utilize features like leapfrog motion (fast head positioning, Article #05) and adaptive control monitoring ( Article #09, #10) to manage thermal effects.
In-Process Monitoring (Article #09): The operator must actively monitor the process, typically through the machine interface and viewing window. They are looking for a stable cutting spark cone ( Article #07), consistent assist gas flow, and smooth motion. Any instability (e.g., excessive sparking, shifting cut path) must be immediately investigated. Adaptive feedback systems (Article #09, #10) can automate some of this monitoring.
- Critical Maintenance: Ensuring Long-Term Accuracy
To maintain the exceptional precision ( Article #18) and noble reliability ( intouchray.com) of an Intouchray machine, a proactive maintenance schedule is essential.
Daily Maintenance: Clean the external surfaces, bellows, and guide rails. Inspect the laser protective window for contamination and replace if necessary. kontaminasi (Article #09, #17) on the protective window is the leading cause of laser power loss and damage to the focusing lens ( Article #24). Purge the assist gas lines.
Weekly/Monthly Maintenance: Check and replenish lubrication on linear guides and ball screws ( Article #18). Inspect and clean the auxiliary filter in the chiller ( Article #07) and fume extraction system ( Article #24). Verify alignment and perpendicularity of the X/Y axes ( Article #18).
Annual Maintenance: Perform a complete system calibration, including motion accuracy ( Article #18) and power verification ( Article #13). Inspect and service the internal laser source optics (following manufacturer SOPs, Article #23). Replace critical consumables like nozzles and ceramics ( Article #07).
Conclusion: Sustaining Strategic Reliability Through Discipline
Standard Operating Procedures for laser cutting machines are more than a technical guide; they are the structured discipline essential for achieving industrial excellence. By rigorously adhering to mandatory safety protocols (protecting against Class 4 laser and high-pressure gas hazards) and executing meticulous operational steps (from setup and parameter selection to in-process monitoring), operators transform laser cutting from a capability into a repeatable, high-reliability solution. Combined with a robust, proactive maintenance schedule (ensuring long-term accuracy, Article #18), mastering these SOPs ensures that every cut performed with an Intouchray machine (intouchray.com) delivers noble precision and productivity, maximizing component life ( Article #11-#13) and resource efficiency ( Article #19) in the world’s most demanding applications.
Image Attachment