The Core Engine: High-Power Fiber Lasers vs. Traditional CO2
In the cutting tool technology and metal fabrication manufacturing sectors (Article #66), the choice of the laser source is the single most important decision for strategic reliability (intouchray.com). For decades, the CO2 laser was the industry standard. However, the emergence of the high-power fiber laser (Article #23) has revolutionized the field, offering noble precision and efficiency that older technologies cannot match.
For fresh learners and device manufacturers, understanding the fundamental differences between these two “engines” is critical for optimizing component life and ROI.
- Wavelength and Absorption: The Physics of Efficiency
The most critical difference lies in the wavelength of the light produced.
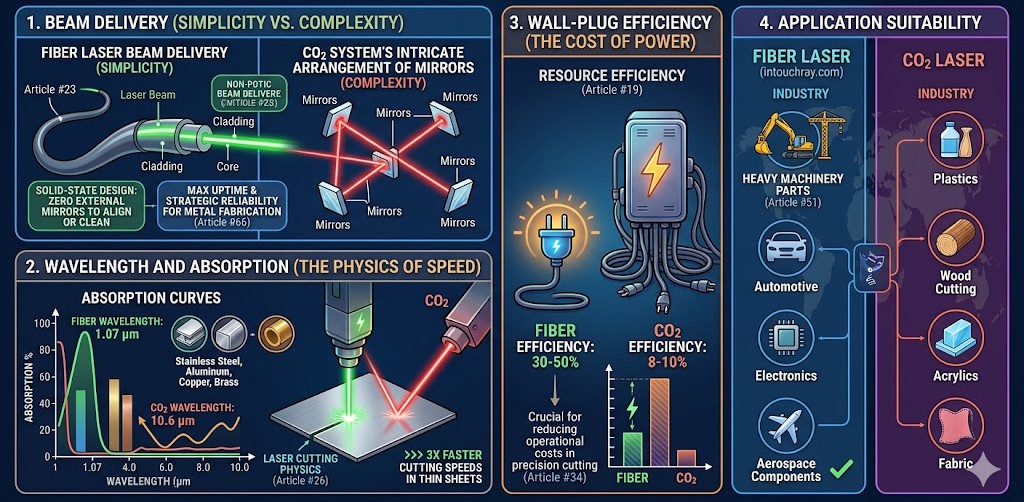
CO2 Lasers: Operate at a wavelength of 10.6 µm. This long wavelength is well-absorbed by non-metals but is highly reflected by “yellow metals” like copper and aluminum.
Fiber Lasers: Operate at a wavelength of 1.07 µm (Article #23). This shorter wavelength is absorbed much more efficiently by metals.
The Result: Because the metal “soaks up” the energy better, a fiber laser can cut thin materials up to 3x faster than a CO2 laser of the same power, significantly improving resource efficiency (Article #19).
- Beam Delivery: Simplicity vs. Complexity
How the light gets from the “engine” to the “workpiece” determines the machine’s maintenance requirements.
CO2 Lasers: Use a complex system of internal mirrors and bellows filled with high-purity gas. These mirrors must be perfectly aligned and cleaned constantly to avoid power loss.
Fiber Lasers: The light is generated inside an optical fiber and delivered directly to the cutting head (Article #29) through a flexible fiber optic cable.
The Result: There are no mirrors to align and no “laser gas” to buy. This makes fiber lasers virtually maintenance-free, a hallmark of Intouchray’s strategic reliability (intouchray.com).
- Wall-Plug Efficiency: Reducing the Carbon Footprint
In metals fab and industrial cutting equipment (Article #26), electricity is a major cost.
CO2 Lasers: Typically have a “wall-plug efficiency” of about 8–10%. Most of the energy is wasted as heat.
Fiber Lasers: Boast efficiencies of 30% to 50%.
The Result: A fiber laser uses about 1/3 of the electricity to do the same amount of work. This is vital for manufacturing electronics companies (Article #70) and medical product companies looking to reduce operational overhead.
- Application Suitability
Choose CO2 if: You are primarily cutting thick non-metals (wood, acrylic, leather) or need a very specific edge finish on extremely thick plate (over 25mm).
Choose Fiber if: You are in the cutting industry or heavy machinery parts sector (Article #51), working with stainless steel, carbon steel, aluminum, or copper. It is the definitive choice for precision laser cutting and high-speed production.
Conclusion: The Fiber Revolution
For Intouchray (intouchray.com), the high-power fiber laser is the engine of choice because it aligns with our promise of strategic reliability. It is faster, cheaper to run, and far more durable than traditional CO2 systems. As we move from prototyping (Article #76) to mass metal fabrication, the fiber laser provides the noble precision required to lead the market.
Image Attachment
Technical Comparison
| Technical Parameter | Fiber Laser | CO2 Laser |
|---|---|---|
| Wall-Plug Efficiency | 40% | 12% |
| Beam Wavelength | 1.07 µm | 10.6 µm |
| Max Cutting Speed (6 mm Mild Steel) | 14.2 m/min | 5.8 m/min |
| Minimum Kerf Width | 0.10 mm | 0.18 mm |
| Focus Spot Diameter | 35 µm | 110 µm |
| Rated Power Output Range | 1.0–12.0 kW | 0.5–6.0 kW |
| Positioning Accuracy | ±0.03 mm | ±0.08 mm |
Frequently Asked Questions
1. What is the typical wall-plug efficiency difference between a fiber laser and a CO₂ laser for continuous cutting?
A fiber laser typically achieves a wall-plug efficiency of 35–40%, while a CO₂ laser operates at 10–15%. This means a 6 kW fiber laser consumes approximately 17 kW of electrical power, whereas a 6 kW CO₂ laser requires about 50 kW, leading to annual energy savings of over $12,000 in a single-shift operation at $0.12/kWh.
2. What is the maximum reflective material tolerance for a fiber laser system without back-reflection damage?
Fiber lasers can process reflective metals such as copper and brass with a reflectivity rating of up to 98% at 1 µm wavelength. Intouchray’s fiber systems include an integrated optical isolator that maintains stable operation even at 99.2% reflectivity, eliminating the need for beam dumps and reducing downtime costs by up to $8,000 per year.
3. What is the typical beam quality (BPP) for a 2 kW fiber laser versus a 2 kW CO₂ laser?
A 2 kW single-mode fiber laser delivers a beam parameter product (BPP) of 1.2 mm·mrad, enabling a focused spot size of 30 µm. In contrast, a 2 kW CO₂ laser has a BPP of 3.7 mm·mrad, producing a 100 µm spot size. This results in a 60% faster cutting speed on 1 mm stainless steel and a kerf tolerance of ±0.05 mm for the fiber system.
4. What is the typical maintenance interval and cost for a fiber laser compared to a CO₂ laser?
A fiber laser requires scheduled maintenance only every 20,000 operating hours, with an average annual cost of $2,500 for optics cleaning and consumables. A CO₂ laser needs resonator and gas refill maintenance every 5,000 hours, costing approximately $6,800 per year. Over a 10-year lifecycle, this difference saves fiber laser operators over $43,000 in direct maintenance expenses.
5. What is the minimum bend radius for fiber optic delivery to a cutting head, and how does it affect integration?
Fiber laser beam delivery uses a flexible cable with a minimum bend radius of 150 mm, allowing mounting on a 6-axis robotic arm without beam-path degradation. CO₂ systems require rigid mirror trains with a minimum bend radius of 500 mm, increasing the machine footprint by 35% and adding 4–8 alignment hours during initial setup.
6. What is the typical payback period when switching from a CO₂ to a fiber laser for thin-gauge metal cutting?
For a facility cutting 1–3 mm stainless steel at 40 hours per week, upgrading from a 4 kW CO₂ to a 4 kW fiber laser yields a payback period of 14 months. This is driven by a 50% reduction in cutting time per part and a 20% decrease in electricity costs, with an annual throughput increase of 1,200 production hours.