Managing Residual Stress: Pre-Heating and Post-Cladding Heat Treatment (PWHT) Strategies
Laser cladding is fundamentally a thermal process. The concentrated energy of the high-power fiber laser (Article #02, #08) rapidly melts a localized volume of powder and substrate (Article #04), creating a melt pool (Article #09) that solidifies almost instantly. While this localized heat input is a primary advantage, minimizing the bulk Heat Affected Zone (HAZ) (Article #11), it introduces a critical challenge: residual stress.
Residual stress is the internal stress locked within a material after all external loads are removed. In laser cladding, these stresses are primarily tensile (pulling apart) and develop due to the complex interaction of thermal contraction, metallurgical phase transformations, and mechanical constraint by the underlying substrate (Article #11). Unmanaged, these tensile stresses can exceed the yield strength of the material, leading to catastrophic defects like cracking, distortion, or complete delamination of the clad layer (Article #14).
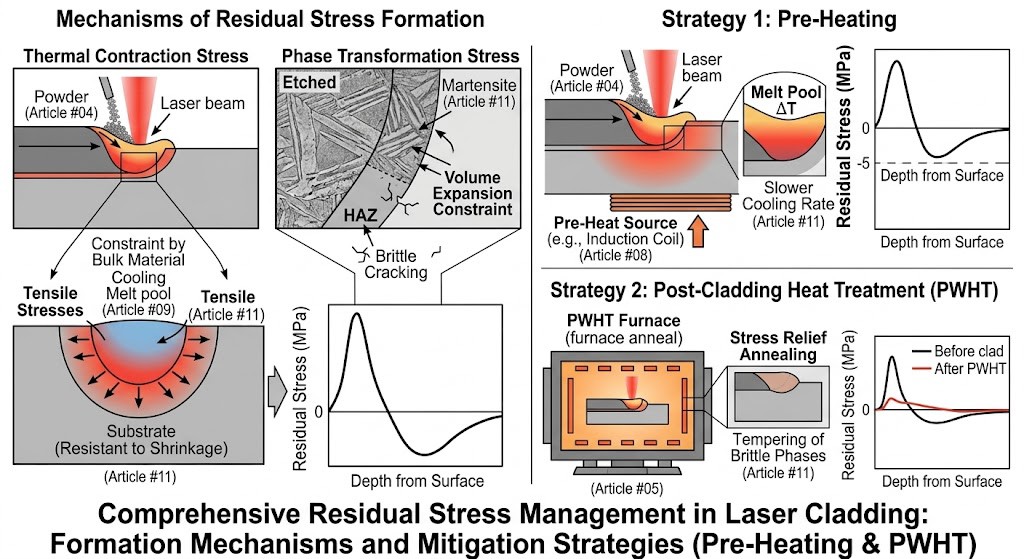
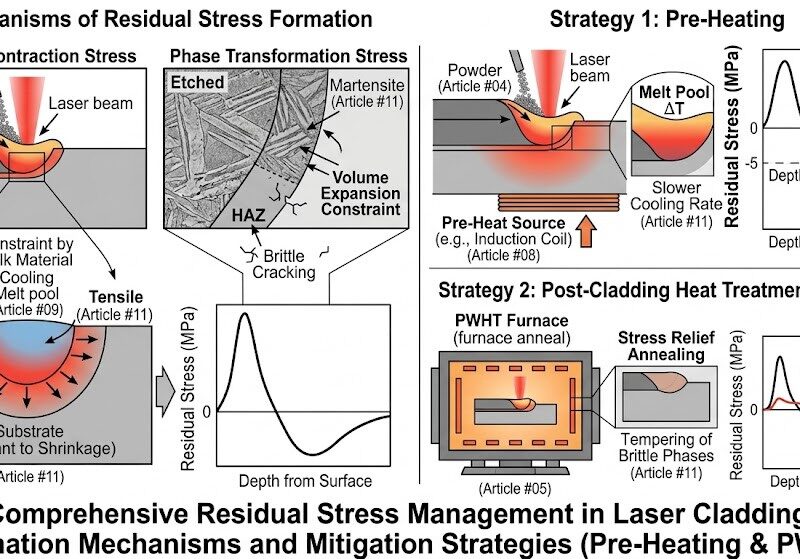
- Mechanisms of Residual Stress Formation
To effectively manage residual stress, we must understand its origin within the cladding process.
Thermal Contraction Stresses: This is the most dominant mechanism. During solidification and subsequent cooling, the clad layer (having been melted) contracts as its temperature drops to ambient. However, the bulk, cooler substrate resists this contraction. This mismatch in thermal contraction creates massive tensile stresses within the clad layer and compressive stresses in the substrate. This effect is amplified when the coefficient of thermal expansion (CTE) of the clad material is significantly higher than that of the substrate (e.g., Inconel cladding on carbon steel, Article #12).
Metallurgical Phase Transformation Stresses: As the material cools, it may undergo solid-state phase transformations (Article #11). For example, in many steels, austenite transforms to martensite or bainite, a process that is often accompanied by a volume increase. When this transformation is constrained by surrounding material, it creates additional localized stresses that can be complex and detrimental.
- Strategy 1: Pre-Heating
The most effective way to minimize the formation of residual stress is pre-heating the substrate before cladding begins. Pre-heating reduces the initial temperature difference between the substrate and the melt pool, modifying the entire thermal history of the process (Article #04, #09).
Advantages of Pre-Heating:
Reduces Temperature Gradient: Lowering the temperature difference (ΔT) between the melt pool and the substrate reduces the intensity of thermal contraction during solidification, directly lowering the magnitude of the resulting tensile stresses.
Slows Cooling Rate: A warmer substrate conducts heat away more slowly, reducing the cooling rate. As detailed in Article #11, a slower cooling rate can prevent the formation of brittle phases like martensite in sensitive steel substrates, minimizing transformation stresses and improving overall toughness.
Improves Ductility: Elevating the substrate temperature improves its inherent ductility, allowing it to slightly accommodate thermal strain without cracking or distorting.
Implementation:
Substrates can be pre-heated using induction heating, electrical resistance blankets, or integrated pre-heat stations within the gantry or robotic cell (Article #05, #08). The optimal pre-heat temperature is critical and depends heavily on the specific substrate and clad material, often ranging from 100°C to over 500°C.
- Strategy 2: Post-Cladding Heat Treatment (PWHT)
While pre-heating minimizes stress formation, it is rarely possible to eliminate it entirely. For critical components—especially those facing fatigue or impact in industries like aerospace (Article #16) or oil & gas (Article #15)—Post-Cladding Heat Treatment (PWHT) is often mandatory to relieve the stresses that did form and optimize the metallurgical properties.
Objectives of PWHT:
Stress Relief Annealing: This is the primary goal. By heating the complete component to a specific temperature (typically below the transformation temperature, e.g., ~600°C for carbon steel), the locked-in residual stresses are dissipated through localized plastic deformation (climbing or sliding of dislocations) without changing the material’s bulk microstructure.
Tempering Brittle Phases: In cases where martensite or other brittle phases formed in the HAZ (Article #11), PWHT can temper these phases, transforming them into tougher, more ductile microstructures and restoring material toughness.
Homogenizing the Microstructure: For specific alloys, PWHT can help homogenize the microstructure (e.g., dissolving secondary phases, Article #13), ensuring consistent properties and noble performance (Article #12) across the entire component.
Implementation:
PWHT is typically performed in a large furnace to ensure uniform heating of the entire component. Careful control of the heating and cooling rates is critical to prevent introducing new thermal stresses during the PWHT cycle itself.
Conclusion: Integrated Thermal Management
A high-performance laser clad layer is not merely about achieving surface finish or chemistry; it is about achieving metallurgical and mechanical integrity. Managing residual stress is not optional; it is the definitive strategy for ensuring success. By utilizing pre-heating to minimize initial stress formation and employing post-cladding heat treatment (PWHT) to relieve the unavoidable locked-in stresses, manufacturers can move beyond the trial-and-error of the past. This integrated thermal management ensures that the robust metallurgical bonds essential for critical assets across all industries (Article #11-#16) remain defect-free and flight-ready, maximizing performance and reliability in the world’s most demanding applications.
Image Attachment