In industrial laser material processing (Article #26), we don’t just care about total wattage; we care about intensity. We must understand how to concentrate photons into a microscopic area. This concentration is defined as Power Density, and it is dictated by the quality of the beam and the precision of the laser optics (Article #29).
1. Understanding Beam Quality (M2)
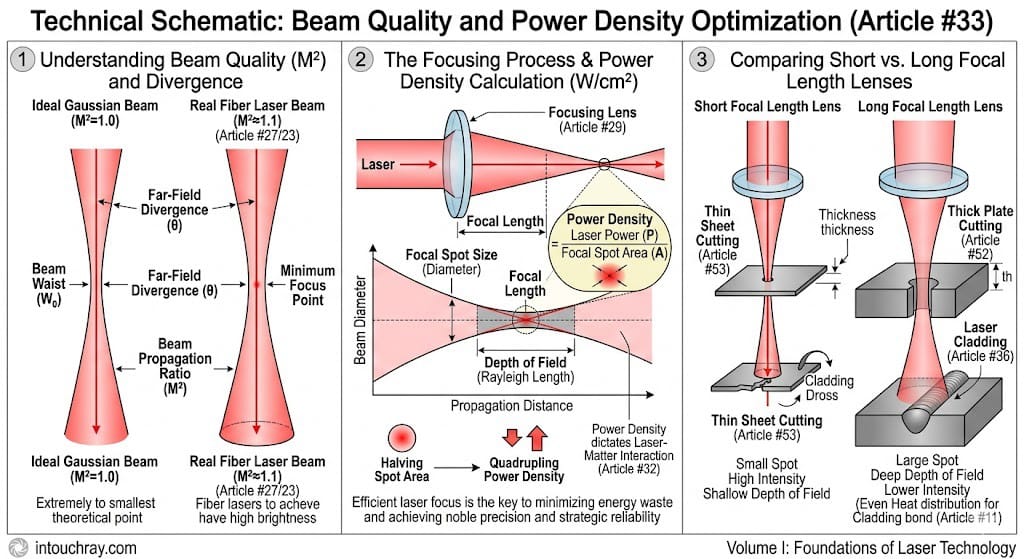
Not all laser beams are created equal. The M2 factor (Beam Propagation Ratio) is a dimensionless value that describes how close a laser beam is to a “perfect” Gaussian beam.
An M2 of 1.0 is a perfect beam that can be focused to the smallest possible theoretical spot.
Fiber Lasers (Article #27) typically have an M2 very close to 1.1 or 1.2, which is significantly better than older CO2 or YAG systems.
Why does this matter? A lower M2 means the beam can be focused to a smaller spot over a longer distance. In laser cutting (Article #51), this translates to a narrower kerf and a cleaner edge, embodying the noble precision we strive for.
2. The Power Density Equation
Power density is the amount of laser power delivered per unit of area, typically measured in Watts per square centimeter (W/cm²).
The Power Density Equation
Power Density = Laser Power / (π × Radius²)
Where π is approximately 3.14 and Radius is the focal spot radius.
Because the radius is squared in this calculation, even a tiny reduction in the focal spot size leads to a massive increase in intensity. This is why Intouchray systems (intouchray.com) prioritize high-quality focusing lenses (Article #29). If you halve your spot size, you quadruple your power density.
3. Focal Length and Depth of Field
The “focus” isn’t just a single point; it is a 3D volume known as the beam waist.
Short Focal Length: Creates a very small spot with high power density, but a shallow “Depth of Field.” This is ideal for high-speed cutting of thin metal sheets (Article #53).
Long Focal Length: Creates a slightly larger spot but has a deeper “Depth of Field.” This is necessary for thick plate cutting (Article #52) or laser cladding (Article #36) where the laser must maintain consistent intensity even if the surface height varies slightly.
4. Application: Cutting vs. Cladding
The required power density changes based on the laser-matter interaction (Article #32):
In Laser Cutting: We need extreme power density to instantly vaporize or melt through the metal. A tight, high-intensity focus is the key to minimizing heat-affected zones.
In Laser Cladding: We often prefer a slightly “de-focused” or larger spot. This spreads the heat more evenly to create a stable melt pool for the powder transport (Article #31), ensuring a perfect metallurgical bond (Article #11) without boiling the material.
Conclusion: Mastering the Point of Impact
Control over your beam’s focus is control over your production quality. By monitoring your protecting windows (Article #25) and maintaining your water chiller (Article #30) to prevent thermal lensing, you ensure your power density remains constant. In Article #34, we will look at the “brain” that coordinates all these variables: CNC and PLC Integration.