In industrial laser material processing (Article #26), we don’t just care about total wattage; we care about intensity. We must understand how to concentrate photons into a microscopic area. This concentration is defined as Power Density, and it is dictated by the quality of the beam and the precision of the laser optics (Article #29).
1. Understanding Beam Quality (M2)
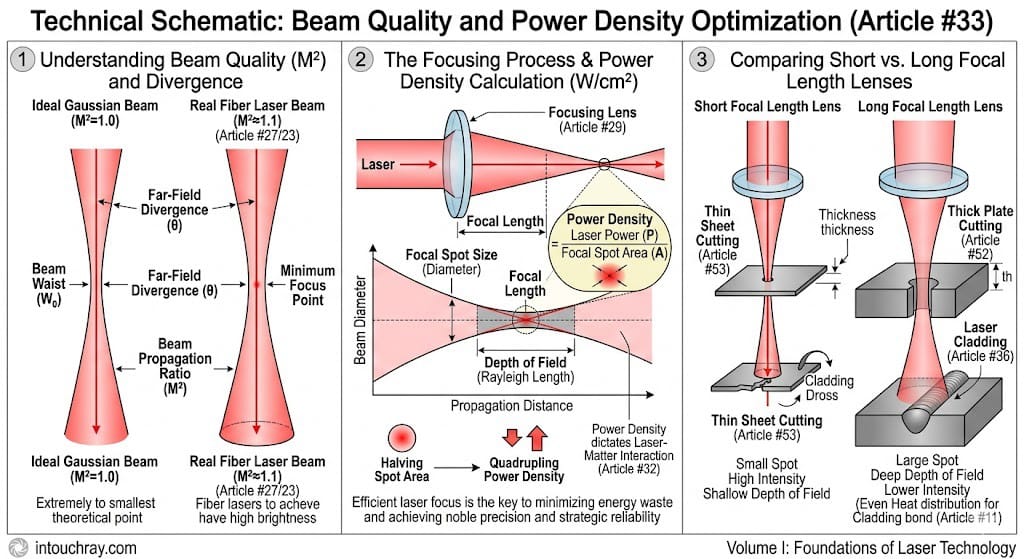
Not all laser beams are created equal. The M2 factor (Beam Propagation Ratio) is a dimensionless value that describes how close a laser beam is to a “perfect” Gaussian beam.
An M2 of 1.0 is a perfect beam that can be focused to the smallest possible theoretical spot.
Fiber Lasers (Article #27) typically have an M2 very close to 1.1 or 1.2, which is significantly better than older CO2 or YAG systems.
Why does this matter? A lower M2 means the beam can be focused to a smaller spot over a longer distance. In laser cutting (Article #51), this translates to a narrower kerf and a cleaner edge, embodying the noble precision we strive for.
Technical Comparison
| Technical Parameter | Single-Mode Fiber Laser | Multi-Mode Fiber Laser |
|---|---|---|
| Beam Parameter Product (BPP) | 0.4 mm·mrad | 2.8 mm·mrad |
| Focused Spot Diameter (100 mm Focal Length) | 28 µm | 145 µm |
| Maximum Continuous Wave Output | 3.0 kW | 12.0 kW |
| Peak Power Density at Workpiece | 9.2 MW/cm² | 2.4 MW/cm² |
| Cutting Speed (10 mm Carbon Steel) | 3.1 m/min | 6.8 m/min |
| Minimum Achievable Kerf Width | 0.14 mm | 0.32 mm |
| Rayleigh Length (Depth of Focus) | 1.6 mm | 7.4 mm |
2. The Power Density Equation
Power density is the amount of laser power delivered per unit of area, typically measured in Watts per square centimeter (W/cm²).
The Power Density Equation
Power Density = Laser Power / (π × Radius²)
Where π is approximately 3.14 and Radius is the focal spot radius.
Because the radius is squared in this calculation, even a tiny reduction in the focal spot size leads to a massive increase in intensity. This is why Intouchray systems (intouchray.com) prioritize high-quality focusing lenses (Article #29). If you halve your spot size, you quadruple your power density.
3. Focal Length and Depth of Field
The “focus” isn’t just a single point; it is a 3D volume known as the beam waist.
Short Focal Length: Creates a very small spot with high power density, but a shallow “Depth of Field.” This is ideal for high-speed cutting of thin metal sheets (Article #53).
Long Focal Length: Creates a slightly larger spot but has a deeper “Depth of Field.” This is necessary for thick plate cutting (Article #52) or laser cladding (Article #36) where the laser must maintain consistent intensity even if the surface height varies slightly.
4. Application: Cutting vs. Cladding
The required power density changes based on the laser-matter interaction (Article #32):
In Laser Cutting: We need extreme power density to instantly vaporize or melt through the metal. A tight, high-intensity focus is the key to minimizing heat-affected zones.
In Laser Cladding: We often prefer a slightly “de-focused” or larger spot. This spreads the heat more evenly to create a stable melt pool for the powder transport (Article #31), ensuring a perfect metallurgical bond (Article #11) without boiling the material.
Conclusion: Mastering the Point of Impact
Control over your beam’s focus is control over your production quality. By monitoring your protecting windows (Article #25) and maintaining your water chiller (Article #30) to prevent thermal lensing, you ensure your power density remains constant. In Article #34, we will look at the “brain” that coordinates all these variables: CNC and PLC Integration.
Frequently Asked Questions
What is the typical beam quality (M²) required for precision laser cutting of metals up to 10 mm thick?
For consistent, high-quality cuts on stainless steel and aluminum up to 10 mm thick, we recommend an M² factor of 1.1 or lower. A beam with M² = 1.2 will produce a kerf width variation of approximately ±0.02 mm, which can lead to dimensional rejection in tight-tolerance automotive parts.
How does power density change when I switch from a 2 kW to a 4 kW fiber laser using the same focusing optics?
Doubling the laser power from 2 kW to 4 kW while keeping a 100 µm fiber core and 200 mm focal length lens will increase the peak power density from approximately 2.5 x 10⁶ W/cm² to 5.0 x 10⁶ W/cm². This directly reduces cutting time by up to 40% on 6 mm mild steel but may require a beam expander upgrade costing roughly $1,800 to maintain beam quality below M² = 1.1.
What is the minimum spot size I can achieve with a 50 µm delivery fiber and a 150 mm collimator?
Using a 50 µm core fiber and a 150 mm collimator with a 200 mm focusing lens, you can achieve a theoretical spot size of approximately 67 µm. In practice, due to lens aberrations and alignment tolerances, the effective focal spot diameter is 75 µm ± 5 µm, which is ideal for micro-welding of battery tabs with a depth-to-width ratio of 3:1.
What is the acceptable depth of focus tolerance for a laser system used in hermetic sealing of medical devices?
For hermetic sealing of titanium implant housings, your depth of focus (Rayleigh range) should be at least ±0.35 mm to accommodate minor part height variations. Our standard 100 mm focal length lens provides a depth of focus of ±0.40 mm, ensuring weld integrity with a rejection rate below 0.02%.
How much does a beam shaping module cost to convert a Gaussian beam into a top-hat profile for uniform heating?
A retrofit beam shaping module for a 3 kW fiber laser that converts a Gaussian (M² = 1.1) beam into a top-hat profile with >95% uniformity costs between $4,200 and $5,800, depending on the wavelength (1070 nm) and input aperture size. This module reduces edge-burning defects in polymer welding by a factor of 10.
What is the maximum acceptable focus shift per hour for a production laser cutting system?
For consistent cut quality over an 8-hour shift, the focus position drift should not exceed ±0.015 mm per hour. Our active focus control system maintains drift below ±0.008 mm per hour, which corresponds to a cost premium of $2,400 over a passive mount, but eliminates rework costs averaging $1.20 per part on high-volume runs.