Laser Cladding in the Oil & Gas Industry: Repairing Drill Stems and Stabilizers with Advanced Wear Solutions
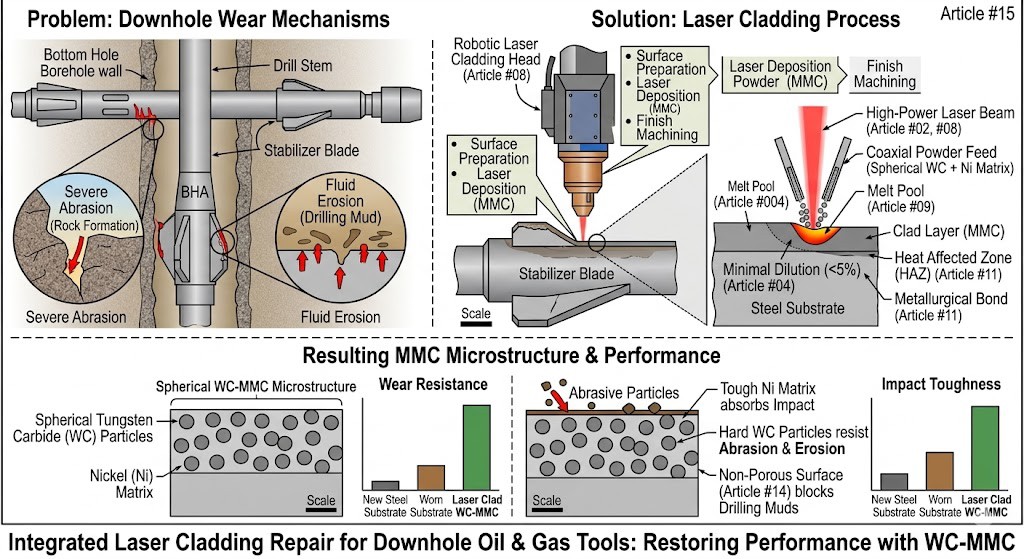
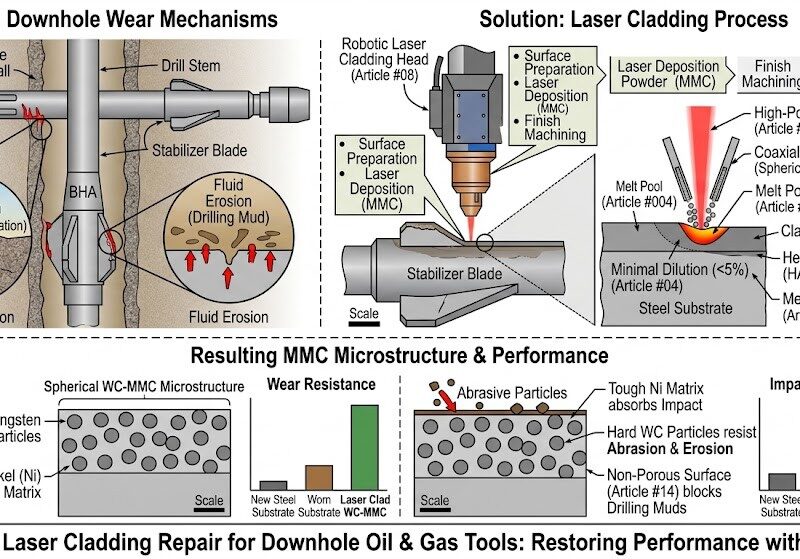
The Oil & Gas (O&G) industry operates in some of the world’s most demanding environments. Drill stems, stabilizers, and Bottom Hole Assemblies (BHA) must penetrate kilometers of abrasive rock, often while handling highly corrosive drilling muds and experiencing intense vibrational loads. Under these conditions, surface degradation—primarily through extreme abrasion and erosion—is rapid and relentless. Catastrophic failure of a single stabilizer deep downhole doesn’t just halt drilling; it can result in multi-million dollar “fishing” operations to retrieve the lost component, crushing operational efficiency.
To combat this, the O&G sector is increasingly adopting high-power fiber laser cladding (Article #02, #08). By moving beyond passive monitoring (Article #09) and traditional hardfacing (Article #01), operators can apply metallurgically bonded (Article #11), dense, and ultra-wear-resistant Metal Matrix Composite (MMC) coatings (Article #13), specifically engineered to extend the life of critical downhole tools.
- The Critical Components: Drill Stems and Stabilizers
The BHA is the heart of the drilling operation, and two components are particularly susceptible to wear:
Drill Stems: These long sections of pipe transmit rotation and torque to the drill bit. They experience severe frictional wear and erosion along their length as they rotate and plunge through the abrasive borehole wall and drilling fluids.
Stabilizers: These are crucial specialized tools placed in the BHA. Their purpose is to center the drill string, prevent vibration (whirl), and control the trajectory of the hole. Stabilizers rely on “blades” or helical ribs that make constant, high-force contact with the formation. This contact area experiences the most intense abrasive wear of any downhole component.
- The MMC Solution for O&G Wear
The wear environment downhole combines extreme abrasion with high-velocity fluid erosion (Article #13). Traditional chrome plating or thermal spray coatings (Article #01) are often insufficient for stabilizers, which require a far thicker and more tenacious wear layer. The solution is laser cladding with Metal Matrix Composites (MMCs).
As defined in Article #13, MMCs blend a tough metallic matrix (typically nickel- or cobalt-based) with a high concentration of extremely hard ceramic particles. For O&G applications, the dominant carbide is Spherical Cast Tungsten Carbide (WC).
Why Spherical WC? The spherical shape provides superior fracture toughness compared to angular WC particles (which act as stress concentrators, Article #13). The nickel matrix provides necessary ductility and metallurgical bond strength (Article #11), allowing the clad layer to absorb high impact loads without delaminating from the base steel.
The Resulting Microstructure: The final clad microstructure consists of spherical WC particles uniformly distributed within a tough, corrosion-resistant nickel matrix. This structure presents an almost impenetrable barrier to the abrasive “cutting” action of the rock formation.
- Laser Cladding Process & Advantages for Downhole Tools
Laser cladding offers distinct advantages over traditional O&G hardfacing methods like PTA (Plasma Transferred Arc) or thermal spray:
Precision and Low Dilution (Article #04)
High-power fiber lasers allow for precise heat control, minimizing the Heat Affected Zone (HAZ) in the high-strength base steel (Article #11). Minimizing dilution (<5%) ensures that the matrix material maintains its optimized chemistry and toughness, and that the valuable tungsten carbide particles are not dissolved or degraded by excessive heat (Article #13).
True Metallurgical Bond (Article #11)
Unlike thermal spray coatings which form a mechanical bond, laser cladding creates a full metallurgical bond with the substrate. This superior bond strength is critical for stabilizers, which face massive side loads and impact. A mechanical bond would simply shear or delaminate under such force.
Dense, Pore-Free Coatings (Article #14)
The dense energy of the fiber laser (Article #02, #08) ensures complete powder melting (or partial melting of the ceramic, Article #04), creating dense, pore-free clad layers. This non-porous surface blocks the ingress of corrosive drilling muds, preventing underlying substrate corrosion while the carbide layer resists abrasion. Verification via Non-Destructive Testing (Article #14) is standard for all critical O&G repairs.
Conclusion: Predictive ROI and Life Extension
By integrating high-power laser cladding into their remanufacturing strategies, Oil & Gas operators can achieve predictable and significant life extension for drill stems and stabilizers. Moving from reactive maintenance to planned additive repair (linked to digital twins and Predictive Maintenance, Article #10) unlocks substantial ROI. Components that previously would have been scrapped are now reborn with surfaces that outperform new parts, reducing total cost of ownership and maximizing the uptime of critical downhole assets in the world’s most challenging industrial environments.
Image Attachment