In the world of high-volume manufacturing—such as plastic injection molding or aluminum die casting—the mold is the single most expensive asset.
A set of automotive fascia molds can cost over 500,000 and take six months to produce. When wear, thermal fatigue, or an engineering change damages these complex, multi-axis geometries, the traditional answer was often “scrap and replace.”
High-Precision Laser Cladding (Article #33) has emerged as a game-changer, transitioning tooling maintenance from heavy welding to “noble precision” additive restoration.
- The Tooling Wear Challenge
Molds and dies are subject to punishing environments.
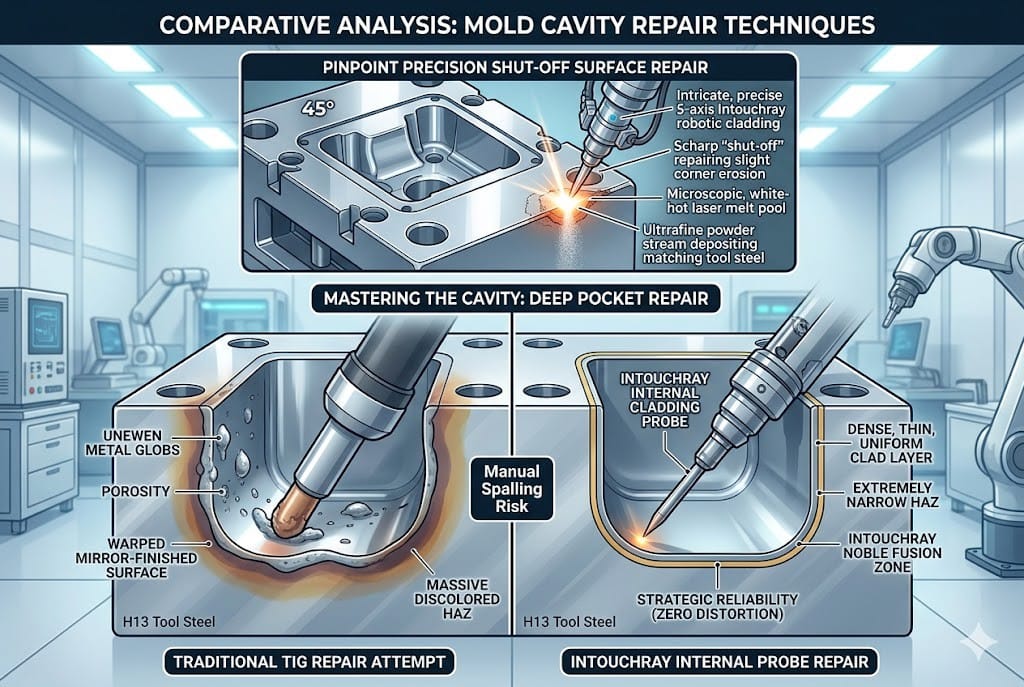
Erosion: High-velocity molten plastic or metal scours away sharp corners on complex “shut-off” surfaces.
Thermal Fatigue (Heat Checking): In die casting, the surface alternates rapidly between ambient and 700°C, leading to microscopic cracking.
Mechanical Pounding: Massive clamping forces can deform features and cause “flash” (leaking material).
Traditional welding (TIG) uses excessive heat. This results in a massive Heat-Affected Zone (HAZ) that causes distortion, cracking, and loss of the specialized H13 tool steel’s mechanical properties.
- Why Lasers Win in Tooling: Low Heat Input
The low heat input of the focused fiber laser beam (Article #45) is non-negotiable for mold repair.
By utilizing high power density (Article #33) and precisely controlled CNC-PLC loops (Article #34), Intouchray systems can melt a microscopic layer of the substrate with minimal heat transfer into the mass of the tool.
This means the original mechanical properties are preserved.
The tool remains dimensional and stable, ensuring strategic reliability when the mold returns to production.
- Application: Plastic Injection Mold Restoration
Wear on complex radii or critical shut-off surfaces is the primary application.
Pinpoint Repair: Molds often wear only on a single, high-flow corner.
The Repair: Intouchray systems use specialized, matching tool steel powders (e.g., P20 or M² tool steel) to reconstruct the worn feature with near-zero porosity.
Near-Net Shape: The clad layer is so precise that minimal post-machining is required, drastically reducing turnaround time.
- Die Casting: Defying Heat Checking
In aluminum die casting, surface fatigue is inevitable.
Traditional welding struggles with H13 tool steel, which is prone to cracking when rapidly heated and cooled during traditional welding.
Laser cladding creates a dense, homogeneous deposition with superior metallurgical integrity. We can often apply an up-graded superalloy powder that resists heat checking better than the original base steel, extending the life of the tool by 200%.
- Multi-Axis and Internal Corner Cladding
The defining feature of Intouchray’s tooling solutions is the 5-axis robotic capability.
Many molds contain deep cavities, sharp internal corners, and intricate “conformal cooling channels.” Traditional welding heads simply cannot reach these features. Intouchray’s specialized internal diameter (ID) cladding probes can reach deep pockets and clad complex radii with the same noble precision as a flat surface.
Conclusion: The Economics of Restoration
Article #55 concludes that mold restoration is a direct contributor to resource efficiency (#19). By shifting the philosophy from “replacement” to “restoration,” tool shops can save millions of dollars in capital expenditure and reduce downtime by 80%. In Article #56, we move from the workshop to the sea, exploring Laser Cladding for the Marine Industry: Battling the Salt.
Image Attachment