Laser Cladding Systems: Direct Energy Deposition (DED) Architecture
In the pursuit of strategic reliability (intouchray.com), the ability to extend the life of a component is just as valuable as the ability to create a new one. Laser Cladding, often referred to as Direct Energy Deposition (DED), is the additive counterpart to laser cutting. It uses a high-power beam to fuse metallic powder onto a substrate, creating a superior metallurgical bond (Article #11).
For fresh learners and device manufacturers, understanding DED architecture is essential for mastering surface engineering and high-value repair.
- The Additive Anatomy: Beyond the Cutting Table
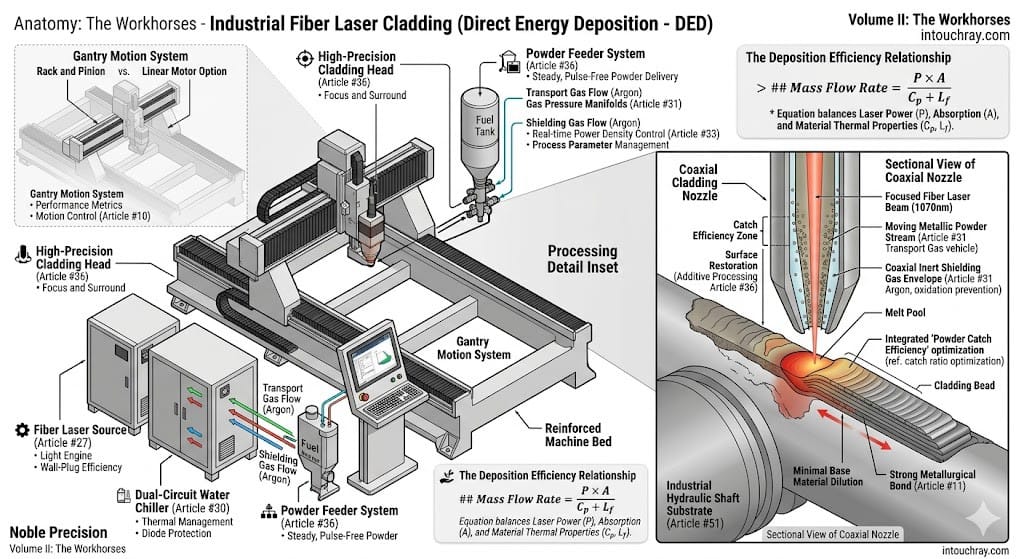
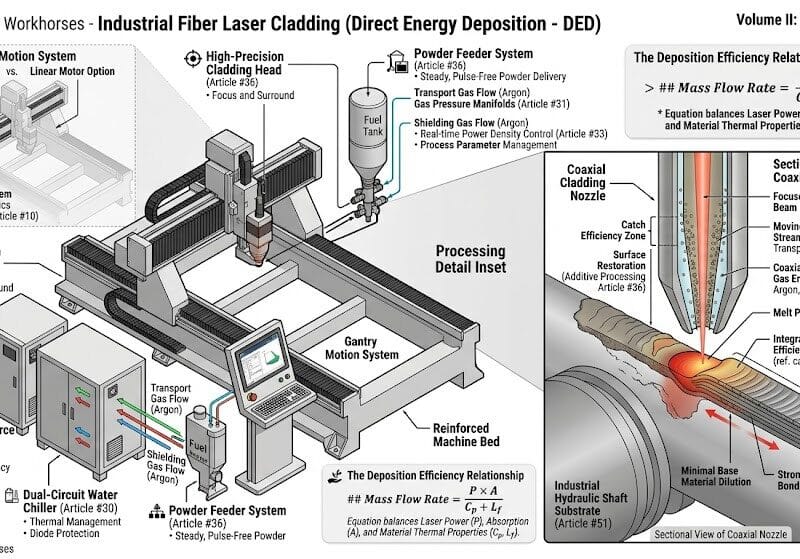
While a cladding system shares the same fiber laser source (Article #27) and CNC brain (Article #34) as a cutting machine, its physical execution is entirely different:
The Cladding Head: Unlike a cutting head designed for high-pressure gas ejection, the cladding head is designed for “focus and surround.” It concentrates the laser beam while simultaneously directing a stream of metal powder into the focus.
The Powder Feeder: This is the “fuel tank” of the system. It uses a transport gas (Article #31) to deliver a precise, pulse-free flow of metallic alloy (such as Stellite or Inconel) to the nozzle.
Multi-Axis Motion: Because cladding is often performed on curved surfaces—like hydraulic shafts or turbine blades—these machines frequently utilize 5-axis gantries or 6-axis robotic arms to maintain a constant perpendicular angle to the workpiece.
- The Deposition Dynamics
Success in cladding depends on the “Catch Efficiency”—the ratio of powder that actually melts into the substrate versus the powder that is wasted.
The Deposition Efficiency Relationship
Mass Flow Rate = (Laser Power × Absorption) / (Specific Heat + Latent Heat of Fusion)
By balancing these variables, the operator ensures a dense, pore-free layer with minimal dilution of the base material.
- Applications: Repair and Hardfacing
Laser cladding is the gold standard for noble precision in heavy industry:
Shaft Restoration: Rebuilding worn bearing seats on massive industrial shafts (Article #51) to original factory tolerances.
Hardfacing: Applying a wear-resistant “skin” to drill bits or mining equipment to triple their operational life.
Corrosion Protection: Cladding carbon steel with stainless alloys for use in harsh subsea or chemical environments, optimizing resource efficiency (Article #19).
- The Role of the Inert Envelope
Because the cladding process happens at extreme temperatures, the shielding gas (Article #31) is vital. The architecture includes specialized “shroud” nozzles that create a stable argon envelope, preventing oxidation and ensuring the metallurgical integrity of the new surface.
Conclusion: Adding Value to the Industry
Laser cladding systems transform maintenance from a cost center into a strategic advantage. By adding material only where it is needed, these machines embody the strategic reliability that defines the Intouchray mission (intouchray.com). In Article #37, we will explore the high-speed evolution of this technology: Extreme High-Speed Laser Cladding (EHLA).
Image Attachment