The Metallurgy of the Bond: Microstructural Analysis of the Laser Cladding Heat Affected Zone (HAZ)
In our previous articles, we detailed how high-power fiber lasers (Article #01-04) and adaptive control (Article #09) create a high-quality, dense clad layer. However, the ultimate performance of any laser clad component—its strength, ductility, and resistance to failure—is not determined solely by the cladding alloy itself. It is dictated by the metallurgy of the bond, specifically the microstructural changes occurring within the Heat Affected Zone (HAZ) of the substrate.
The HAZ is the region of the base material that, while not melted during the cladding process, has had its microstructure and properties altered by the intense heat input. Understanding and managing the HAZ is critical for ensuring a robust metallurgical bond and preventing catastrophic failure.
- Defining the Laser Cladding HAZ
When the high-energy laser beam (controlled via the gantry or robot, Article #05, #08) interacts with the powder and substrate, it creates a melt pool (Article #09). Adjacent to this melt pool, a steep thermal gradient is established. The material in this region experiences a rapid thermal cycle: an extremely fast heating phase, followed by a slower cooling phase.
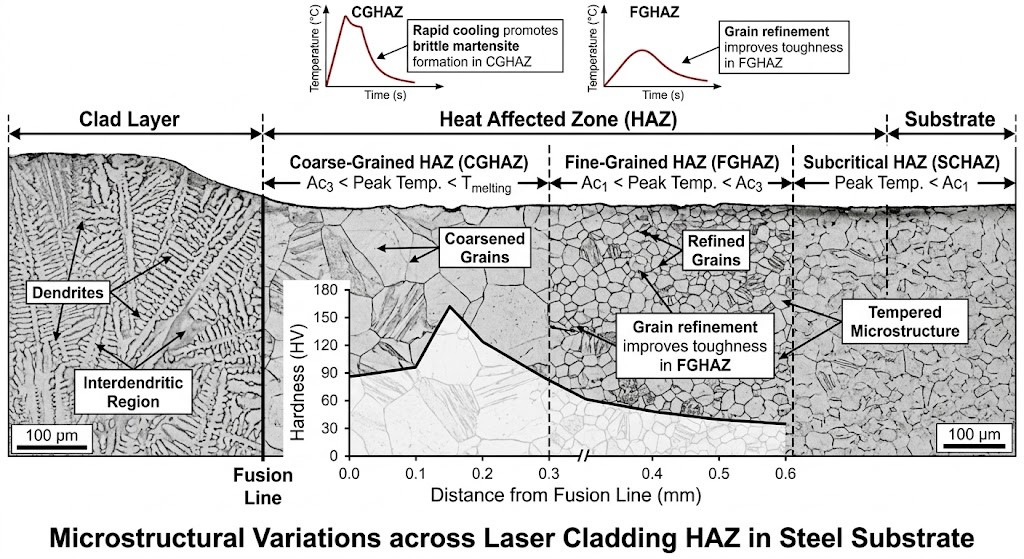
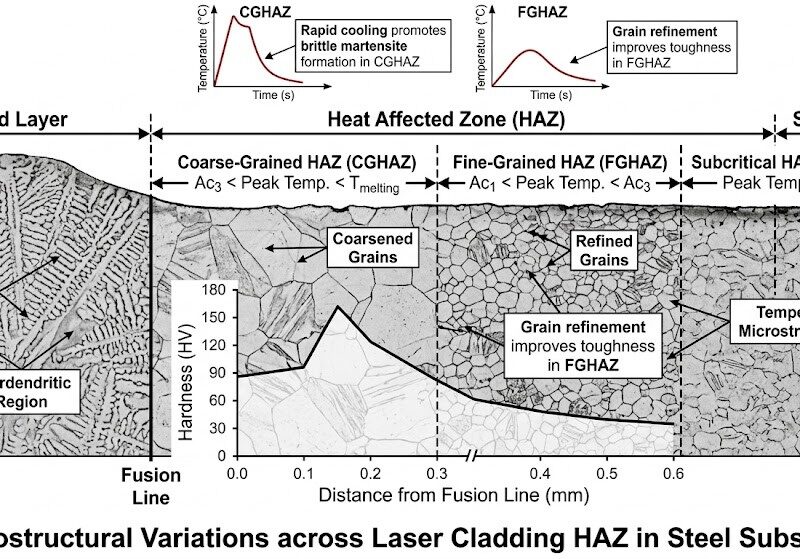
This thermal cycle is insufficient to cause melting but is drastic enough to trigger solid-state phase transformations. The resulting HAZ can be subdivided into distinct regions based on the peak temperature reached and the specific metallurgy of the substrate (e.g., carbon steel, stainless steel, nickel alloy):
Fusion Zone (FZ): The area where the cladding alloy and the substrate have completely melted and fused. This is the region of dilution (Article #04).
Coarse-Grained HAZ (CGHAZ): The region closest to the fusion line. Temperatures here approach the melting point, causing significant grain growth. In ferritic steels, this can lead to the formation of brittle phases like martensite upon rapid cooling.
Fine-Grained HAZ (FGHAZ): Further away from the fusion line, peak temperatures are lower (above the Ac3 transformation temperature for steels). This results in grain refinement (creating smaller grains), often improving toughness.
Intercritical HAZ (ICHAZ): Temperatures fall between the Ac1 and Ac3, resulting in only partial austenitization and a mixed microstructure.
Subcritical HAZ (SCHAZ) / Tempered Zone: Temperatures remain below Ac1. The original microstructure is merely tempered, often resulting in localized softening or hardness reduction.
- The Impact of HAZ Microstructure on Properties
The microstructure within the HAZ directly influences the mechanical integrity of the laser clad component.
Hardness and Brittleness (Brittle Phases)
The rapid cooling rate inherent to laser cladding can act as a quenching process. In many steels (especially those with higher carbon or alloy content), this leads to the formation of martensite in the CGHAZ. Martensite is extremely hard but also brittle, making the zone susceptible to cracking under impact or fatigue loading. A high-hardness HAZ acts as a stress concentrator, increasing the risk of bond failure.
Grain Growth and Toughness Reduction
The elevated temperatures in the CGHAZ promote grain coarsening. Larger grains generally result in lower material toughness (reduced resistance to fracture). This means that even if the HAZ doesn’t crack immediately, it may be the initiation point for brittle failure later in the component’s lifecycle.
Hardness Variations (Softening)
In tempered or work-hardened substrates, the heat from laser cladding can cause localized annealing in the SCHAZ, leading to a reduction in hardness and tensile strength. This is particularly relevant when repairing high-strength shafts or components where a consistent hardness profile is required across the entire section.
Hydrogen-Induced Cracking (HIC)
A susceptible HAZ microstructure (hard and brittle), combined with residual tensile stresses from cladding (Article #17) and the presence of hydrogen (from moisture or organic contaminants in the powder or on the substrate), can lead to Delayed Hydrogen Cracking. This critical failure mode often occurs hours or days after the cladding process is complete.
- Managing and Minimizing the HAZ
Controlling the extent and properties of the HAZ is a prerequisite for ensuring a successful laser cladding application. Strategies include:
Optimizing Heat Input (Parameter Selection): Using the lowest possible laser power, highest process speed, and optimal powder feed rate (Article #03, #04) minimizes the total heat transferred to the substrate, thereby narrowing the HAZ.
Pre-Heating: For sensitive materials, pre-heating the substrate (Article #17) reduces the temperature gradient and slows the cooling rate, which can prevent the formation of brittle martensite and reduce residual stresses.
Interpass Temperature Control: When applying multiple layers (Article #14), monitoring the temperature between passes ensures that excessive heat does not build up, which could coarsen the HAZ grains further.
Post-Cladding Heat Treatment (PWHT): A localized tempering or stress-relief heat treatment after cladding can reduce HAZ hardness and improve toughness (Article #17).
Conclusion
Achieving a high-performance laser clad layer requires moving beyond simple process stability and surface finish. Manufacturers must understand the metallurgical consequences occurring beneath the surface. By meticulously managing the Heat Affected Zone, optimizing heat input, and employing necessary pre- and post-treatments, engineers can ensure that the robust metallurgical bond essential for critical aerospace, oil & gas, and marine components (Article #12, #15, #16) is never compromised.
Image Attachment