Standard Operating Procedures (SOPs) for Laser Cladding Machines: Safety and Efficiency
Operating high-power fiber laser cladding machines (Article #02, #08, #23) demands a rigorous commitment to safety and process control. These integrated systems, combining multi-kilowatt laser sources (intouchray.com), robotic motion (Article #05), and pressurized powder feeding (Article #03), introduce unique industrial hazards.
For fresh learners and new operators, mastering the Standard Operating Procedures (SOPs) is not optional; it is the definitive foundation for achieving strategic reliability (intouchray.com) and maximizing component life. These procedures don’t just protect the operator; they protect the high-value component being remanufactured (Article #16, #19) and ensure the final clad layer achieves its optimized metallurgical properties (Article #11, #12, #13).
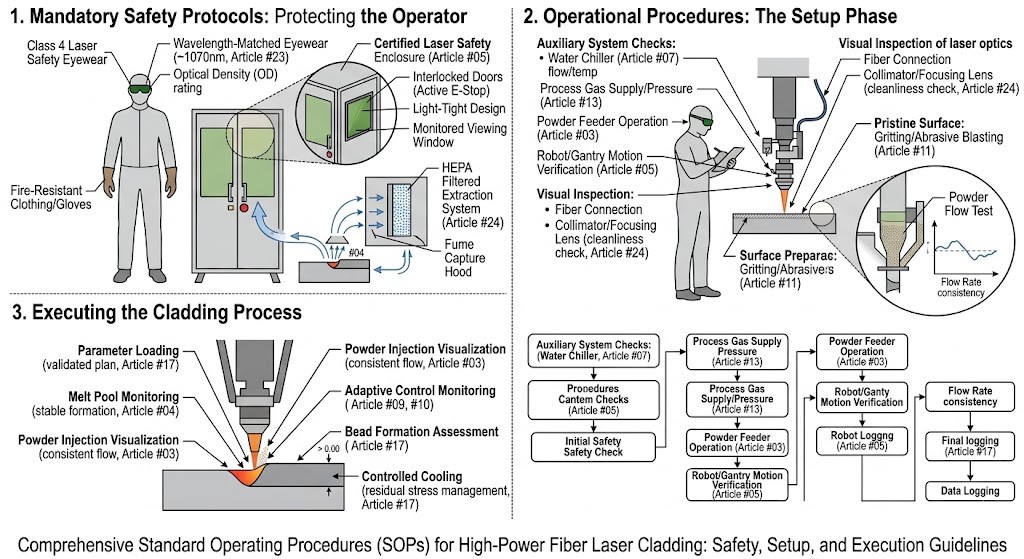
- Mandatory Safety Protocols: Protecting the Operator
Before initializing any laser cladding sequence, mandatory safety protocols must be verified. High-power lasers present severe risks that require specialized controls.
Laser Safety (Class 4 Hazards): High-power fiber lasers are Class 4 laser devices (Article #13, #23). The laser beam—and any reflected light (Article #09)—can cause instant, permanent blindness and severe skin burns.
PPE: Specialized laser safety eyewear, matched precisely to the laser wavelength (typically ~1070nm for Yb-doped fiber lasers, Article #23), is mandatory. This eyewear must be rated for the correct optical density (OD) to block diffuse reflections. Full-coverage, fire-resistant clothing and gloves are also essential to protect the skin.
Enclosures and Interlocks (Article #05): Laser cladding must be performed within a certified, light-tight laser safety enclosure. These enclosures feature monitored door interlocks; opening a door while the laser is active must cause an instant emergency stop (E-stop), preventing accidental exposure.
Fume Extraction and Material Hazards: The intense heat of the laser melt pool (Article #04) generates significant metal fumes and particulate matter, especially when processing specialized alloys (e.g., Inconel, Cobalt-based, Article #12). Some powder materials (like specific cobalt alloys) present chronic health risks. A high-efficiency particulate air (HEPA) fume extraction system must be operational and positioned close to the melt pool to capture these contaminants at the source.
- Operational Procedures: The Setup Phase
A robust cladding operation begins with meticulous setup. Skiping steps here compromises quality and safety.
Pre-Operational Checks: Verify the functionality of all auxiliary systems: water chiller (Article #07) flow and temperature, process gas (typically Argon) supply and pressure, powder feeder operation, and the robotic or gantry motion system (Article #05). Perform a visual inspection of the laser optics (delivery fiber, collimator, focusing lens) for cleanliness and damage.
Surface Preparation: As detailed in the metallurgy deep dive (Article #11), achieving a perfect metallurgical bond requires a pristine surface. The substrate component must be cleaned of all grease, oil, rust, and scale, typically through abrasive blasting (gritting) or specialized chemical etching.
Powder Loading and Verification: Confirm the correct cladding powder (MMC, Article #13; Superalloy, Article #12) is loaded. Perform a powder flow test to verify the feed rate is consistent and matches the optimized parameter plan (Article #04, #17).
- Executing the Cladding Process
Once safety and setup are verified, the cladding sequence can proceed.
Parameter Optimization (Article #17): The operator must load the validated process parameters: laser power ( Article #13), scanning speed, powder feed rate ( Article #03), and shield gas flow. For complex geometries, such as blisks ( Article #16), adaptive control monitoring ( Article #09) must be activated to manage heat buildup.
Monitoring the Melt Pool: During operation, the operator must actively monitor the process, typically through a camera view or a filtered viewing window. They are looking for a stable melt pool (Article #04), consistent powder injection ( Article #03), and proper bead formation ( Article #17). Any instability (e.g., excessive spatter, shifting melt pool) must be immediately investigated. Adaptive feedback systems (Article #09, #10) can automate some of this monitoring.
Post-Operational Procedure: Upon completion, follow the specific shutdown sequence. Deactivate the laser ( Article #23), purge the powder lines with process gas, allow the component to cool (often at a controlled rate to manage residual stress, Article #17), and finalize data logging ( Article #10) before opening the enclosure interlocks.
Conclusion: Engineering Strategic Reliability Through Discipline
Standard Operating Procedures for laser cladding machines are more than a checklist; they are the structured discipline essential for achieving industrial excellence. By rigorously adhering to mandatory safety protocols (protecting against Class 4 laser and fume hazards) and executing meticulous operational steps (from surface prep to process monitoring), operators transform laser cladding from a technical capability into a repeatable, high-reliability solution. Mastering these SOPs ensures that every high-value asset remanufactured with an Intouchray machine (intouchray.com) delivers noble performance, maximizing component life ( Article #11-#13) and resource efficiency ( Article #19) in the world’s most demanding applications.
Image Attachment