In the Intouchray philosophy (intouchray.com), precision is a three-dimensional challenge. Even with perfect power and speed, your process will fail if the beam is not “landed” correctly.
Focal Position and Spot Size are the parameters that dictate the concentration of energy, directly affecting the power density (Article #33) and the final quality of the metallurgical bond (Article #11).
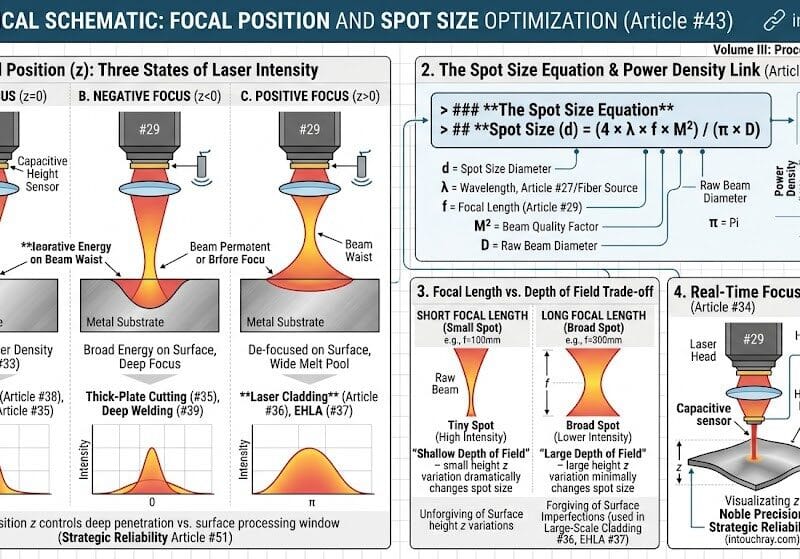
1. The Focal Position (z): Where Does the Light Meet?
The focal position is the vertical distance between the beam’s narrowest point and the top surface of the workpiece. We categorize this into three states:
Zero Focus (z = 0): The beam waist is exactly on the surface. Ideal for thin-sheet cutting and fine marking.
Negative Focus (z < 0): The beam waist is inside or below the material. This is essential for thick-plate laser cutting (Article #35) and deep-penetration laser welding (Article #39) to ensure the energy reaches the bottom of the joint.
Positive Focus (z > 0): The beam waist is above the material. This “de-focuses” the beam, which is often required in laser cladding (Article #36) to create a wider, more stable melt pool.
2. The Spot Size Equation
The spot size (d) is the diameter of the beam at its narrowest point. It is the primary factor in determining how “sharp” your tool is.
The Spot Size Equation
Spot Size (d) = (4 × λ × f × M²) / (π × D)
Where λ is wavelength, f is focal length, M² is beam quality, and D is the raw beam diameter.
3. Focal Length vs. Depth of Field
The focusing lens (Article #29) you choose creates a trade-off:
Short Focal Length: Creates a very tiny spot (high intensity) but has a very shallow “Depth of Field.” A tiny change in material height will ruin the focus.
Long Focal Length: Creates a larger spot (lower intensity) but is much more forgiving of surface height variations. This is used in EHLA (Article #37) and large-scale cladding.
4. Real-Time Focus Control
In high-performance Intouchray systems, the laser head (Article #29) doesn’t just sit still. It uses a capacitive height sensor and the CNC-PLC loop (Article #34) to maintain a constant focal position, even if the metal plate is warped or uneven. This automated tracking is the secret to noble precision during long production runs.
Conclusion: The Sharpest Edge
Mastering the focal point is about mastering intensity. By aligning your optics and choosing the right focal length, you ensure that every Watt of power is used with maximum resource efficiency (Article #19). In Article #44, we will explore the “breath” of the machine: Assist Gas Pressure and Composition.
Image Attachment
