Process Gases Explained: The Science of Assist and Shielding Gas
The recommended flow rate of assist gas for optimal laser cutting performance typically ranges from 10 to 20 liters per minute (L/min), depending on the material thickness and type. A shielding gas with a purity level of at least 99.995% is essential to ensure high-quality laser cuts, as lower purit
For fresh learners and device manufacturers, mastering gas dynamics is the secret to achieving noble precision and minimizing dross or oxidation.
A close-up of an automated laser welding torch emitting a bright beam onto a titanium battery enclos
1. The Dual Role of Gases: Assist vs. Shielding — Industrial Laser Cutting
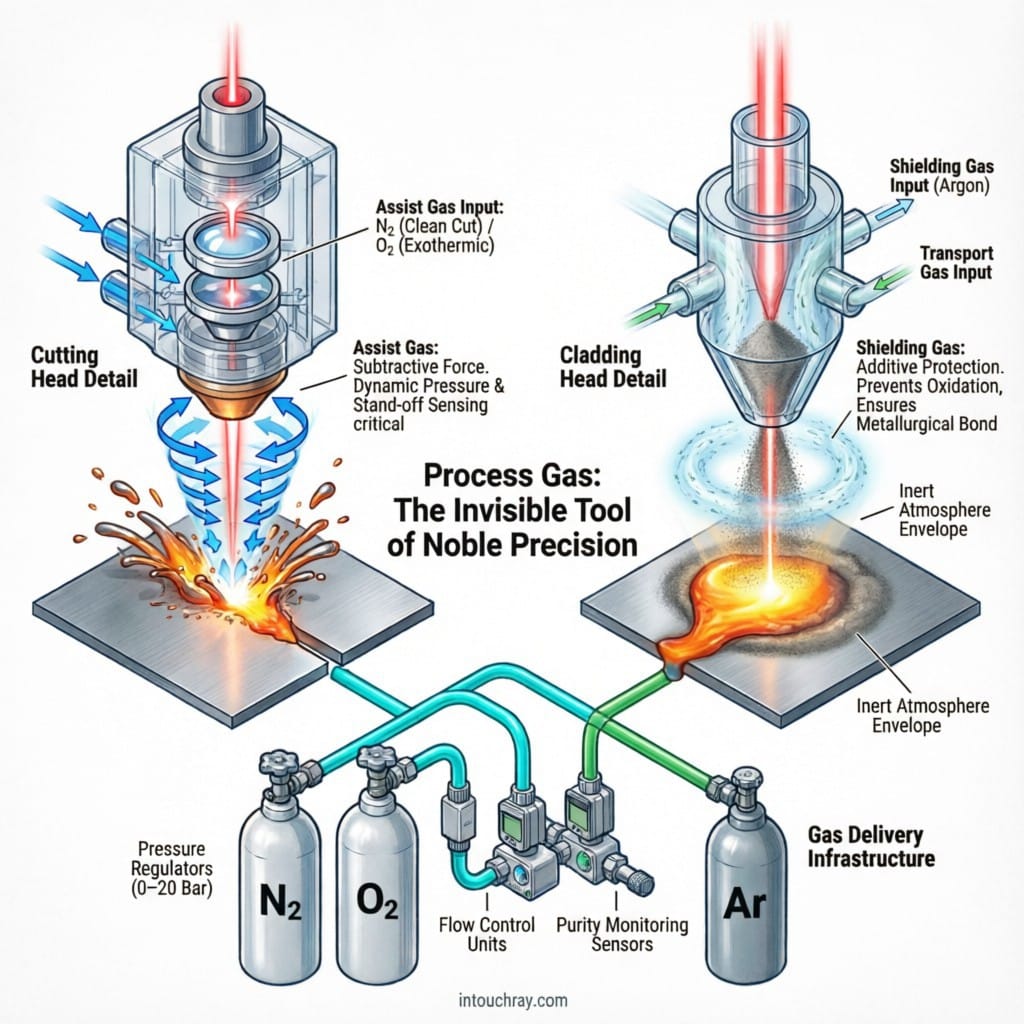
Depending on the application, the gas serves one of two primary mechanical purposes:
Assist Gas (Subtractive): In laser cutting (Article #26), the gas is used to physically blow molten metal out of the kerf. The pressure and purity of this gas determine the smoothness of the cut edge.
A close-up of a robotic fiber laser welding head precisely joining two titanium plates in a clean, b
The choice of assist gas changes the thermodynamics of the cut:
Oxygen (O2): Acts as a chemical accelerant. It creates an exothermic reaction with carbon steel, adding heat and allowing for thicker cuts at lower laser power. However, it leaves an oxide layer that must be removed before painting.
Laser cladding for power generation components — Process Gases Explained: The Science of Assist and Shielding
Nitrogen (N2): An inert choice for “clean cutting.” It relies purely on the laser’s power to melt the metal, while the gas pressure mechanically ejects it. This results in an oxide-free edge, essential for medical device fabrication (Building the Future: Lasers in Skyscraper Construction).
Argon (Ar): The industry standard for shielding. Being heavier than air, it effectively displaces oxygen around the melt pool, preventing porosity and ensuring a dense, high-quality layer on heavy machinery parts (Argon vs. Nitrogen: Assist Gas Selection in Laser Welding).
4. Gas Manifolds and Pressure Control
To maintain resource efficiency (Article #19), systems utilize advanced gas manifolds. These systems allow the CNC (Galvanized Steel Welding: Managing Zinc Vaporization) to automatically switch between gas types and adjust pressures in real-time. Improper pressure leads to “dross” (hardened slag) in cutting or “powder splatter” in cladding, both of which compromise noble precision.
Conclusion: The Invisible Tool
Process gas is the invisible tool that defines the final quality of the workpiece. By selecting the correct gas for the material and maintaining high-purity delivery lines, operators ensure the strategic reliability of their Intouchray machiney.com).
Industrial Laser Process Gases Guide
Frequently Asked Questions
What is the recommended flow rate of assist gas for optimal laser cutting performance?
The recommended flow rate of assist gas for optimal laser cutting performance typically ranges from 10 to 20 liters per minute (L/min), depending on the material thickness and type.
How does the purity level of shielding gas affect the quality of the laser cut?
A shielding gas with a purity level of at least 99.995% is essential to ensure high-quality laser cuts, as lower purity levels can lead to impurities that may affect the cut edge quality and surface finish.
What is the typical cost per cubic meter of nitrogen gas used in laser cutting?
The typical cost per cubic meter of nitrogen gas used in laser cutting can range from $0.50 to $1.50, depending on intouchray and the volume of gas purchased.
What is the maximum operating pressure for assist gas in a standard industrial laser cutting machine?
The maximum operating pressure for assist gas in a standard industrial laser cutting machine is usually around 6 bar (87 psi), but this can vary based on the specific model and manufacturer specifications.
How does the use of oxygen as an assist gas compare to nitrogen in terms of cutting speed for mild steel?
Using oxygen as an assist gas can increase the cutting speed of mild steel by up to 30% compared to using nitrogen, due to its exothermic reaction with the metal, which enhances the cutting process.
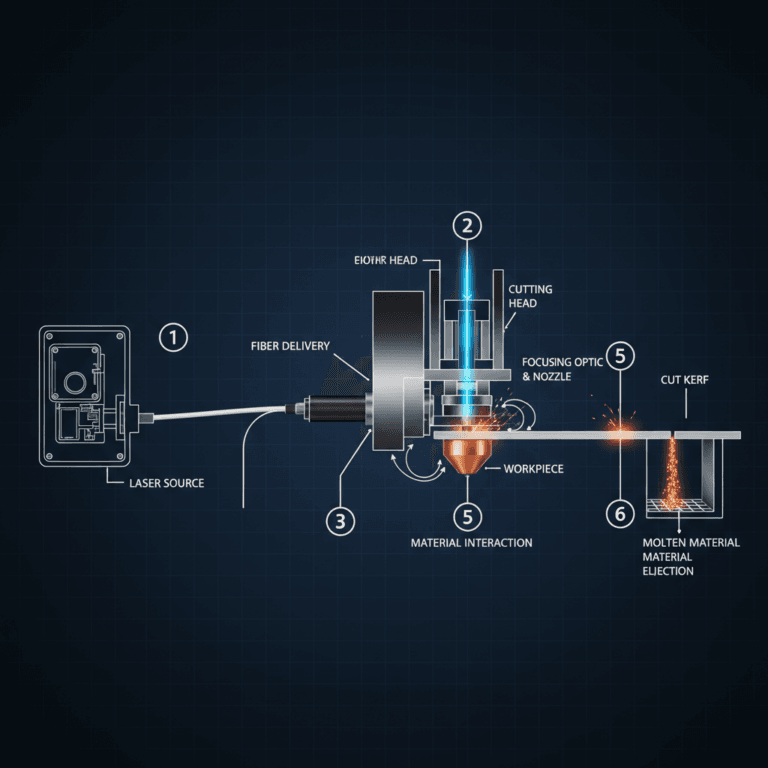
Modern fiber laser cutting systems operating between 6kW and 30kW at a 1070nm wavelength deliver cut speeds ranging from 8 to 45 meters per minute on mild steel up to 25 millimeters thick. Flatbed configurations maintain consistent feed rates across nested geometries, while tube and bevel units require synchronized axis compensation to preserve tolerance within ±0.15 mm per EN ISO 13919 grade C. Thicker sections demand higher peak irradiances to initiate stable melt ejection, directly influencing cycle time. Procurement evaluations track these velocity parameters against material thickness ratios to validate production capacity. Optimizing the laser cutting process requires matching source output to workpiece geometry without sacrificing dimensional accuracy.
Edge roughness and kerf width remain primary indicators of assist gas selection and nozzle geometry optimization. Oxygen-assisted cutting of carbon steel typically produces a 0.15 to 0.30 mm kerf with acceptable dross levels when utilizing dual-layer convergent-divergent nozzles calibrated for Mach 2 flow conditions. Nitrogen purging on stainless steel reduces oxide formation, yielding Ra values below 12.5 μm and eliminating secondary deburring. VDI 3400 guidelines specify pressure differentials to maintain consistent melt expulsion across varying sheet thicknesses. Procurement teams evaluate gas consumption rates alongside nozzle wear cycles to quantify long-term quality consistency. Properly matched shielding parameters prevent recast layer formation.
Piercing duration and heat accumulation directly dictate the thermal affected zone dimensions and subsequent part yield. High-power continuous-wave sources require controlled ramp-up sequences to prevent excessive melting at intersection points, particularly when optimizing nest density for maximum material utilization. Energy expenditure during repetitive pierce cycles can reach approximately $13 per shot, establishing a verifiable operational cost benchmark for capital recovery modeling. ISO 9013 classifies thermal distortion limits based on plate thickness, requiring automated dwell adjustments to maintain structural integrity. Procurement specifications must account for nesting algorithms that minimize bridge lengths while preserving safe standoff distances.
Rotational axis synchronization and orbital cutting heads introduce dynamic variables that influence assist gas distribution and cut perpendicularity. Tube processing demands adaptive pressure modulation to counteract centrifugal forces during high-speed traversal, maintaining angular tolerances within ±0.5 degrees per ISO 9013 geometric specification protocols. Bevel preparation at 30° to 45° angles requires specialized gas lenses to stabilize the plasma column and prevent turbulent backflow into the focusing optic. These mechanical adjustments directly impact machine availability and effective throughput metrics. Procurement analysis compares fixed gantry productivity against multi-axis cell flexibility to determine optimal capital allocation.
Comprehensive HAZ management relies on precise thermal budgeting and rapid solidification kinetics inherent to industrial fabrication workflows. Optimized duty cycles and rapid traverse velocities restrict heat diffusion to less than 0.2 mm beneath the cut face, preserving base metal tensile properties for aerospace-grade alloys. Automated parameter libraries cross-reference material certifications with cloud-based monitoring to enforce repeatability across shift changes. Procurement departments utilize these stability metrics to forecast maintenance intervals and predict scrap reduction. Integrating real-time optical feedback with closed-loop gas regulation eliminates manual trial-and-error calibration. This systematic approach guarantees dimensional compliance while minimizing consumable waste.
Product Models
CML-3000
Ground Rail
IT-RF5018-1
IT-RF5018-2
IT-RF5018-3
Laser Cladding & Hardening Head
Laser Cladding Head
Laser Hardening Head
Key Features
Laser cladding forms a strong metallurgical bond with the workpiece surface.
Concentrated laser energy control minimizes workpiece deformation due to heat input.
Improves wear resistance, corrosion resistance, and oxidation resistance of the part surface.
Enables recycling and remanufacturing, extending equipment lifespan and saving operating costs.
Laser cladding layer and workpiece surface form a firm metallurgical interface.
Laser energy control is precise, resulting in minimal thermal distortion.
Industry Applications
Additive manufacturing
Aerospace
Agricultural machinery tools
Assembly lines
Automated assembly lines
Automated welding and cutting
All laser claddlasermanufactured under ISO 9001 quality management protocols. Contact our engineering team for application-specific configuration guidance.