Process Gases: Shielding, Transport, and Assist Gas Dynamics
In industrial laser processing, the beam provides the energy, but the process gas provides the chemistry and the mechanical force. Whether you are performing high-speed laser cutting (Article #51) or complex laser cladding (Article #36), the gas delivery system is a critical pillar of strategic reliability (intouchray.com).
For fresh learners and device manufacturers, mastering gas dynamics is the secret to achieving noble precision and minimizing dross or oxidation.
1. The Dual Role of Gases: Assist vs. Shielding
Depending on the application, the gas serves one of two primary mechanical purposes:
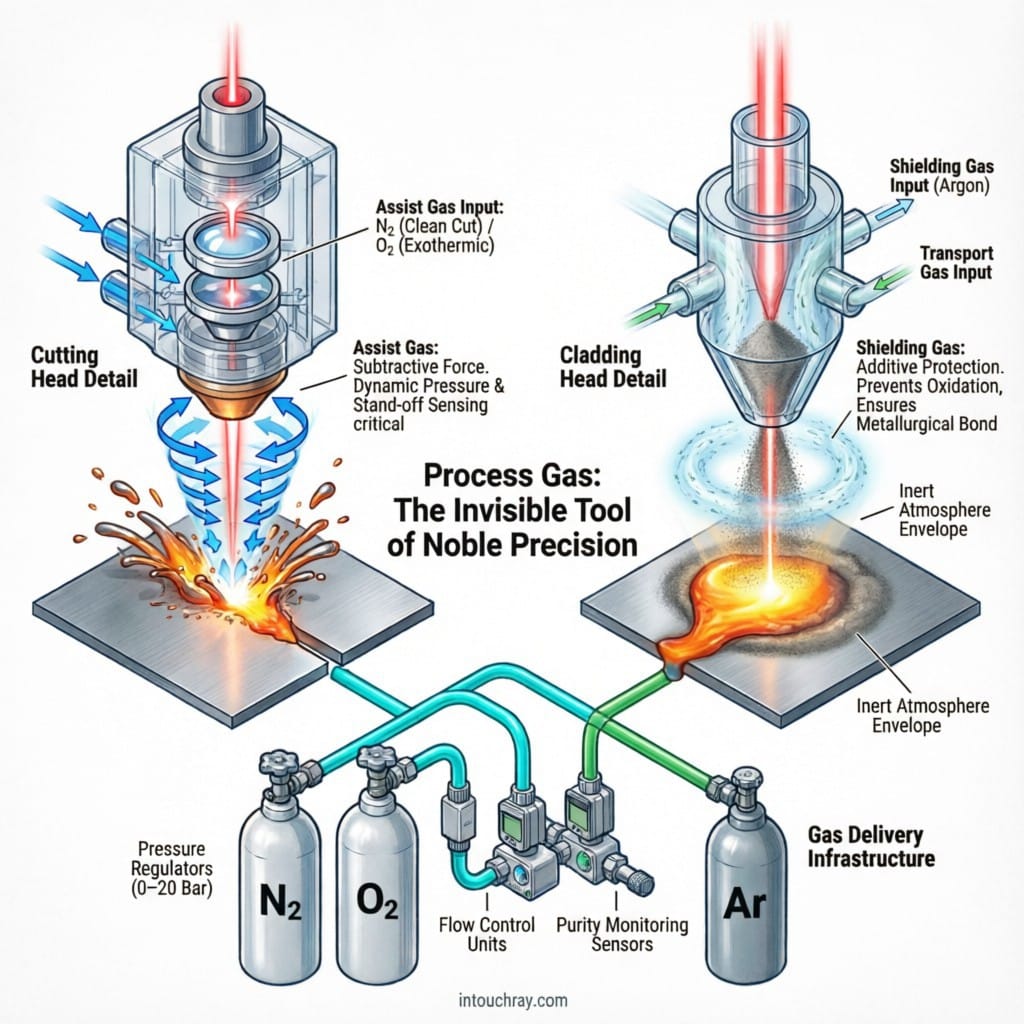
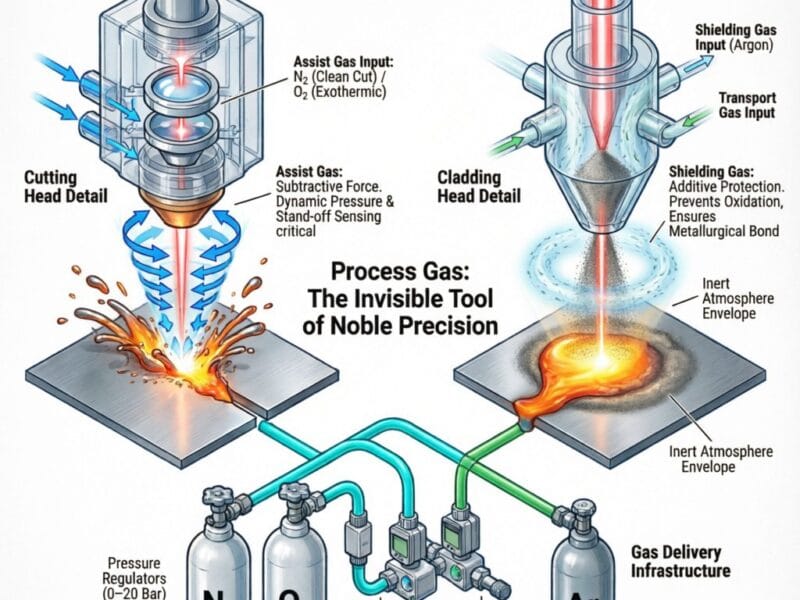
Assist Gas (Subtractive): In laser cutting (Article #26), the gas is used to physically blow molten metal out of the kerf. The pressure and purity of this gas determine the smoothness of the cut edge.
Shielding/Transport Gas (Additive): In laser cladding (Article #11), the gas acts as a shield to prevent atmospheric oxygen from contaminating the melt pool. It also serves as the “vehicle” that transports metal powder from the feeder to the laser head (Article #29).
2. Cutting Gases: Oxygen, Nitrogen, and Air
The choice of assist gas changes the thermodynamics of the cut:
Oxygen (O2): Acts as a chemical accelerant. It creates an exothermic reaction with carbon steel, adding heat and allowing for thicker cuts at lower laser power. However, it leaves an oxide layer that must be removed before painting.
Nitrogen (N2): An inert choice for “clean cutting.” It relies purely on the laser’s power to melt the metal, while the gas pressure mechanically ejects it. This results in an oxide-free edge, essential for medical device fabrication (Article #69).
Compressed Air: A cost-effective alternative for thin-sheet metal fabrication manufacturing (Article #66), combining the benefits of nitrogen and a small percentage of oxygen.
3. Cladding Gases: Argon and Helium
For laser cladding, protecting the metallurgical bond (Article #11) is paramount.
Argon (Ar): The industry standard for shielding. Being heavier than air, it effectively displaces oxygen around the melt pool, preventing porosity and ensuring a dense, high-quality layer on heavy machinery parts (Article #51).
Transport Gas: Argon is also used to “fluidize” the powder in the hopper, ensuring a steady, pulse-free flow to the cladding head (Article #29).
4. Gas Manifolds and Pressure Control
To maintain resource efficiency (Article #19), Intouchray systems utilize advanced gas manifolds. These systems allow the CNC (Article #34) to automatically switch between gas types and adjust pressures in real-time. Improper pressure leads to “dross” (hardened slag) in cutting or “powder splatter” in cladding, both of which compromise noble precision.
Conclusion: The Invisible Tool
Process gas is the invisible tool that defines the final quality of the workpiece. By selecting the correct gas for the material and maintaining high-purity delivery lines, operators ensure the strategic reliability of their Intouchray machine (intouchray.com).