Hardfacing for Extreme Wear: Comparing Tungsten Carbide (WC) and Vanadium Carbide (VC) MMC Cladding for Mining Tools
In industries like mining, tunneling, and mineral processing, equipment is subjected to severe wear mechanisms. Ground engaging tools (GET), crushing rolls, and drilling bits must withstand intense abrasion from rocks and sand, often combined with high-impact loads. Traditional through-hardening of steel components (Article #01) often fails to provide the necessary combination of surface hardness and core toughness.
Laser cladding (using high-power fiber lasers, Article #02, #08) offers the ultimate solution by enabling the deposition of Metal Matrix Composites (MMCs). MMCs combine a tough metallic matrix (typically nickel or cobalt-based) with high concentrations of extremely hard ceramic particles (carbides). This “hardfacing” technique allows manufacturers to engineer surface properties tailored specifically for extreme wear resistance. For these applications, two carbide types dominate the market: Tungsten Carbide (WC) and Vanadium Carbide (VC).
- The Power of MMCs: Hardness vs. Toughness
The performance of an MMC clad layer relies on a synergistic effect between its two components. The metal matrix provides ductility, toughness, and metallurgical bonding to the substrate (Article #11), while the embedded carbides resist the cutting and grinding actions of abrasive media.
The key property governing wear resistance is hardness, typically measured on the Vickers (HV) scale. For comparison:
Typical Hardened Steel Substrate: ~500-700 HV
Nickel/Cobalt Matrix: ~300-500 HV
Vanadium Carbide (VC): ~2600-2900 HV
Tungsten Carbide (WC): ~1800-2200 HV
While WC has historically been the standard, VC offers significantly higher hardness, promising superior abrasion resistance.
- Deep Dive: Tungsten Carbide (WC) MMC
Tungsten Carbide is the most common hardfacing material, typically used in spherical or angular forms, often cemented with cobalt (WC-Co) before being blended into the cladding matrix.
The Advantages:
Proven Performance: Decades of successful industrial application in mining and oil & gas.
High Density: WC has a high specific gravity (~15.7 g/cm³), which can help particles settle evenly in the melt pool if the process is well-controlled.
Excellent Toughness (in WC-Co form): The cobalt binder provides good fracture toughness within the carbide particle itself.
The Challenges in Laser Cladding:
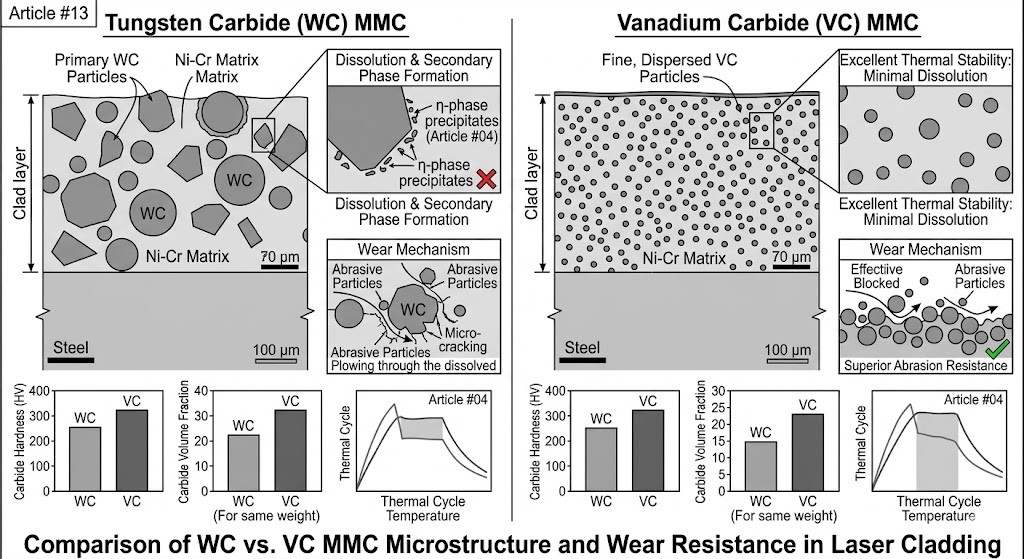
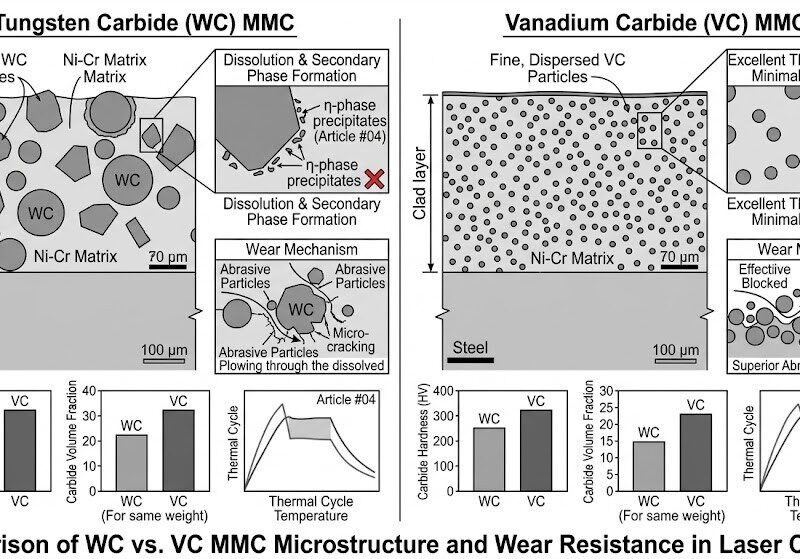
Dissolution and Decarburization: The intense heat of the high-power laser (Article #04) can cause the WC particles to partially dissolve into the matrix. This leads to the formation of brittle secondary phases (like W₂C or η-phase) and a reduction in overall wear performance. Minimizing heat input and optimizing powder feed (Article #03) are critical.
- Deep Dive: Vanadium Carbide (VC) MMC
Vanadium Carbide is an advanced hardfacing material gaining popularity due to its extreme hardness and superior thermal stability.
The Advantages:
Extreme Hardness: As shown above, VC is significantly harder than WC, offering the potential for leapfrog improvements in abrasion resistance.
Exceptionally Fine Microstructure: VC precipitates form very fine, evenly distributed particles within the matrix during solidification, creating a highly effective wear-resistant barrier.
Excellent Thermal Stability: Unlike WC, VC is highly resistant to dissolution in the melt pool. This allows for a wider processing window and ensures that the maximum carbide hardness is retained in the final clad layer.
Lower Density: VC has a much lower density (~5.7 g/cm³) than WC. While this requires careful powder feed management (Article #03), it means that for the same weight of powder, VC provides a significantly higher volume fraction of hard particles in the clad layer.
The Challenges in Laser Cladding:
Higher Material Cost: VC powder is generally more expensive than standard WC. However, its superior wear life can often justify the higher initial investment, particularly when considering reduced maintenance and downtime (Predictive Maintenance, Article #10).
- Process Optimization for MMC Cladding
Depositing MMC layers requires advanced laser cladding strategies:
Coaxial Powder Feed is Mandatory (Article #03): To ensure even distribution of the heavy (WC) or light (VC) carbide particles within the metallic matrix, highly controlled coaxial powder nozzles must be used.
Low Dilution (Article #04): Minimizing dilution from the substrate is critical to maintain the chemistry and properties of the MMC layer. High dilution can soften the matrix and lead to carbide dissolution or cracking (Article #11).
Process Monitoring (Article #09): Real-time monitoring of melt pool temperature and geometry is essential to prevent overheating that would cause carbide degradation or thermal cracking due to residual stresses (Article #17).
Conclusion
For components facing extreme abrasion and impact in the mining industry, the choice between Tungsten Carbide and Vanadium Carbide MMC cladding is a critical strategic decision. WC remains a robust, proven solution for many applications. However, VC offers superior hardness, thermal stability, and a refined microstructure, presenting a compelling option for maximizing the wear life of high-value tools and GET. By leveraging high-power fiber lasers (Article #08) and optimizing the cladding process (Article #04, #09), manufacturers can apply these advanced MMCs to deliver unmatched wear protection in the world’s harshest environments.
Image Attachment