Extreme High-Speed Laser Cladding (EHLA): Advanced Architecture and High-Efficiency Repair
In the world of industrial maintenance, speed is usually the enemy of precision. However, Extreme High-Speed Laser Cladding (EHLA) flips this logic. By fundamentally changing how the laser interacts with the metallic powder, EHLA achieves processing speeds up to 100 times faster than conventional methods. For strategic reliability (intouchray.com), EHLA is the ultimate tool for high-efficiency, large-scale surface protection.
For fresh learners and device manufacturers, understanding the EHLA shift is crucial for staying competitive in modern metal fabrication manufacturing (Article #66).
- The EHLA Breakthrough: Melting “In-Flight”
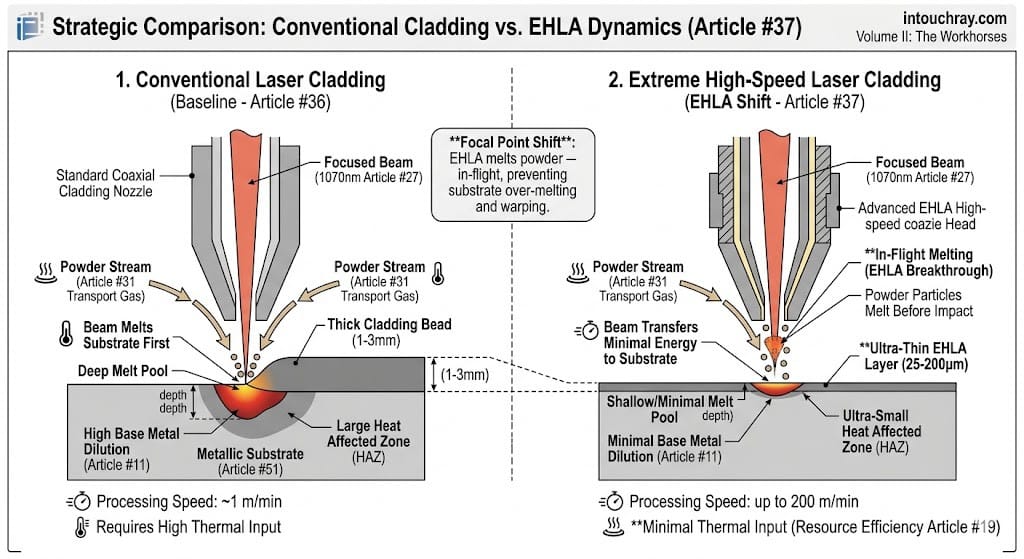
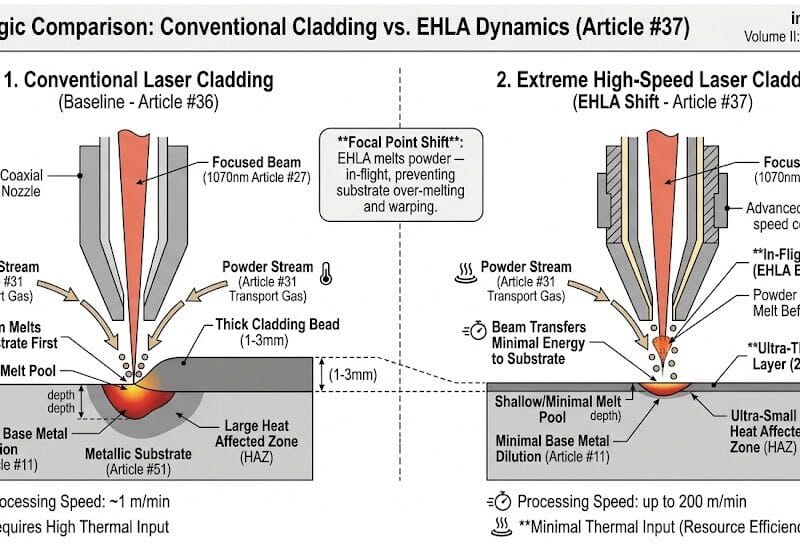
In conventional laser cladding (Article #36), the laser beam melts the substrate first, creating a pool into which the powder is dropped. In EHLA, the focal point of the laser is positioned above the melt pool.
In-Flight Melting: The powder particles are melted by the laser beam while they are still in the air.
Minimal Dilution: Because the powder is already liquid when it hits the substrate, it requires very little energy from the base material to fuse. This results in an incredibly low “heat-affected zone” (HAZ) and prevents the base metal from mixing with the cladding alloy.
- The EHLA Efficiency Equation
The primary advantage of EHLA is the ability to create extremely thin, dense layers at lightning speeds. While standard cladding moves at roughly 1 meter per minute, EHLA can reach speeds of up to 200 meters per minute.
The EHLA Productivity Relationship
Processing Time = Surface Area / (Scan Speed × Track Width)
By increasing the scan speed by 100x, EHLA reduces the thermal input into the part, preventing warping and distortion.
- Advanced EHLA Head Architecture
The EHLA head is a masterpiece of noble precision. It requires even stricter control over the powder transport gas (Article #31) and the beam quality (Article #33).
High-Speed Coaxial Nozzles: These nozzles must maintain a perfectly laminar flow at extreme velocities to ensure the powder stays within the narrow laser focus.
Integrated Sensors: Because the process moves so fast, the CNC system (Article #34) must utilize high-frequency sensors to monitor the melt pool stability in micro-seconds.
- Strategic Applications: High-Volume Protection
EHLA is not just a repair tool; it is a manufacturing revolution for resource efficiency (Article #19):
Brake Discs: Applying wear-resistant coatings to automotive brake discs to reduce fine dust emissions and prevent corrosion.
Hydraulic Rods: Replacing traditional (and environmentally hazardous) hard chrome plating with high-performance alloys.
Oil & Gas: Protecting massive drill pipes and valves from sour gas corrosion at a fraction of the traditional time.
Conclusion: The Future of Surface Engineering
EHLA represents the pinnacle of high-speed additive technology. By mastering the “in-flight” melting process, Intouchray systems (intouchray.com) provide a path to strategic reliability that is faster, cleaner, and more precise than ever before. In Article #38, we will round out our look at specialized systems by exploring Laser Marking and Engraving Machines.
Image Attachment