Wavelength and Frequency: Decoding the Pulse
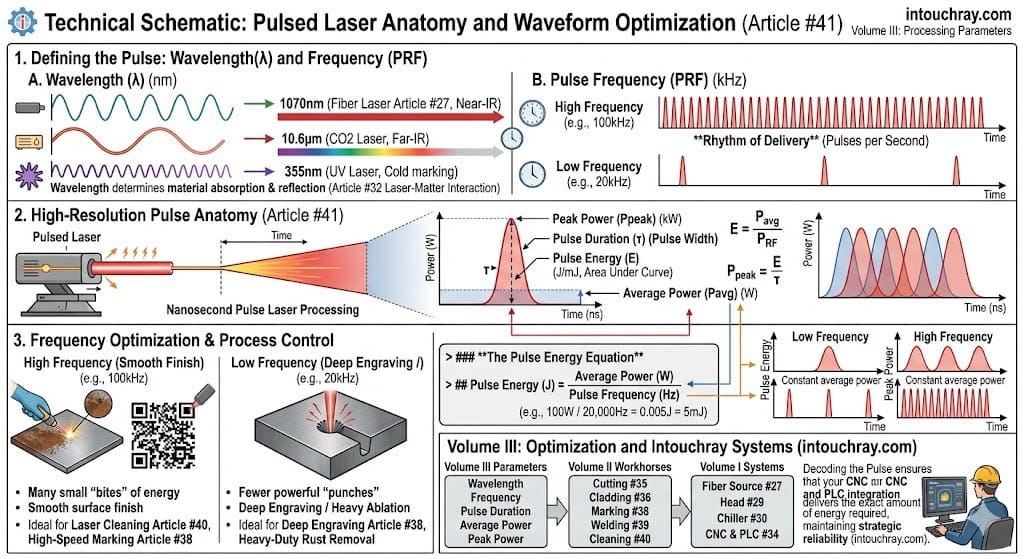
In the Intouchray ecosystem (intouchray.com), a laser is not just a “beam of light”—it is a high-frequency tool that must be synchronized with the material. To achieve strategic reliability, an operator must understand how the physical “shape” of the light (Wavelength) and the “rhythm” of its delivery (Frequency) dictate the success of the laser-matter interaction (Article #32).
- Wavelength: The “Color” of Industrial Power
The wavelength determines which materials will absorb the energy and which will reflect it.
1070nm (Fiber Lasers): This near-infrared wavelength is the gold standard for metals. It is absorbed highly by steel, titanium, and even reflective brass.
10.6µm (CO2 Lasers): A much longer wavelength, ideal for non-metals like wood, acrylic, and glass (Article #38).
355nm (UV Lasers): The “Cold” wavelength used for high-contrast marking on sensitive plastics without thermal damage.
Choosing the wrong wavelength is like trying to cut wood with a flashlight; the energy simply won’t “sink” into the material.
- Pulse Frequency: The Heartbeat of the Process
Most industrial lasers (especially for marking and cleaning) do not fire a continuous stream. Instead, they fire in rapid pulses. Frequency, measured in Kilohertz (kHz), is the number of pulses delivered per second.
High Frequency (e.g., 100kHz+): Delivers many small “bites” of energy. This is perfect for laser cleaning (Article #40) or high-speed marking where you want a smooth surface finish.
Low Frequency (e.g., 20kHz): Delivers fewer, but much more powerful “punches.” This is necessary for deep laser engraving (Article #38) or heavy-duty rust removal.
- The Pulse Energy Equation
To optimize a process, you must calculate how much energy is actually hitting the part in a single pulse.
The Pulse Energy Equation
Pulse Energy (J) = Average Power (W) / Pulse Frequency (Hz)
By lowering the frequency while keeping the power constant, you significantly increase the “punch” of each individual pulse.
- Pulse Duration: The “Contact Time”
Pulse duration (or pulse width) is the amount of time the laser is actually “ON” during a single pulse, usually measured in nanoseconds (ns).
Short Pulses: Minimize the Heat Affected Zone (HAZ), ensuring the noble precision of the surrounding material.
Long Pulses: Allow more heat to soak into the material, which can be beneficial for certain laser welding (Article #39) applications where a deeper melt pool is required.
Conclusion: The Foundation of Tuning
Wavelength and Frequency are the “DNA” of your laser process. By mastering these, you ensure that your CNC and PLC integration (Article #34) is delivering the exact amount of energy required for the task. In Article #42, we will look at how these wave characteristics interact with the two most visible parameters: Laser Power and Travel Speed.
Image Attachment