Laser Welding Machines: Architecture and Joint Design
In the landscape of metal fabrication manufacturing (Article #66), welding is the ultimate test of structural integrity. Traditional MIG and TIG welding have served the industry for decades, but Laser Welding has introduced a level of noble precision that was previously impossible. By utilizing a highly concentrated heat source, Intouchray welding systems (intouchray.com) offer deeper penetration, faster speeds, and significantly less thermal distortion.
For fresh learners and device manufacturers, understanding the relationship between machine architecture and joint geometry is the key to achieving strategic reliability.
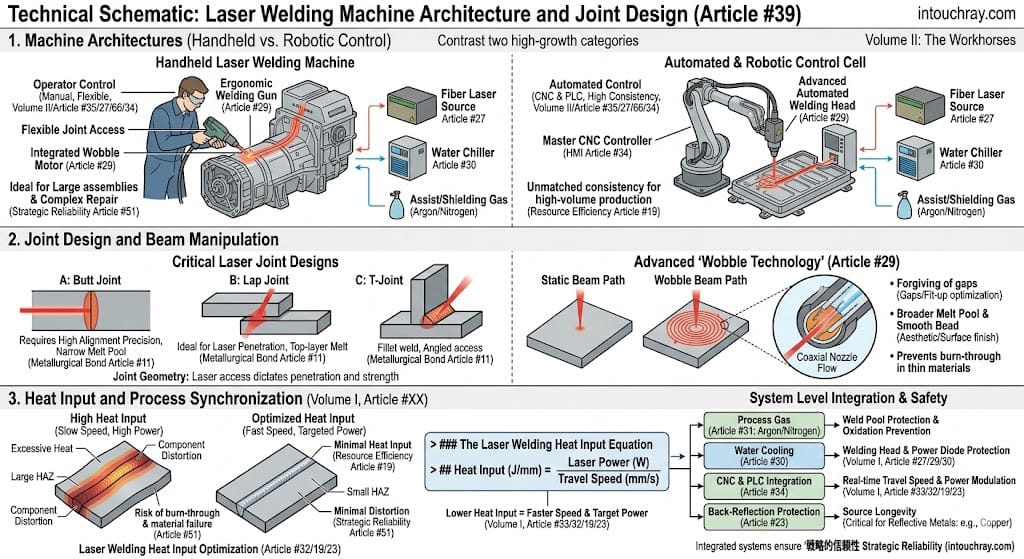
- Machine Architectures: Handheld vs. Automated
Laser welding is no longer confined to fixed CNC beds. The architecture has split into two high-growth categories:
Handheld Laser Welders: These mobile units allow operators to bring the laser to the workpiece. They are revolutionary for large-scale assemblies and complex manual repairs.
Automated & Robotic Systems: Integrated with CNC and PLC controls (Article #34), these systems offer unmatched consistency for high-volume production lines, such as automotive battery trays or aerospace sensors.
- The Welding Head and “Wobble” Technology
The secret to a perfect laser weld isn’t just a steady beam; it’s controlled movement. Modern laser welding heads often incorporate Wobble Technology.
Instead of a static point, the beam moves in a high-frequency circular or “8” pattern.
This broadens the melt pool, making the process more forgiving of poor fit-ups (gaps) and ensuring a smoother, more aesthetic bead.
- Joint Design: The Geometry of Fusion
Because the laser beam is so narrow, the design of the joint is critical. The beam must be able to reach the interface of the two parts to create a metallurgical bond (Article #11).
Butt Joint: Two plates side-by-side. Requires high alignment precision.
Lap Joint: One plate overlapping another. Ideal for laser welding as the beam penetrates the top layer into the bottom.
T-Joint: Perpendicular plates. The laser often hits at an angle to create a fillet weld.
- The Heat Input Relationship
Success in welding is a balance between enough energy to melt the metal and too much energy that causes warping or “burn-through.”
The Laser Welding Heat Input Equation
Heat Input (J/mm) = Laser Power (W) / Travel Speed (mm/s)
Lower heat input, enabled by high travel speeds, results in a smaller Heat Affected Zone (HAZ) and minimal part distortion.
- Shielding and Safety
Just as in laser cladding (Article #36), the weld pool must be protected from the atmosphere. Shielding gases (Article #31), typically Argon or Nitrogen, are used to prevent oxidation and porosity. Furthermore, because welding often involves reflective metals, the back-reflection protection (Article #23) built into Intouchray sources is vital for machine longevity.
Conclusion: The New Standard of Fusion
Laser welding is transforming the factory floor by offering a path to resource efficiency (Article #19) through reduced post-weld grinding and faster cycle times. By matching the right architecture with the correct joint design, you secure the strategic reliability of your final product. In Article #40, we will explore the final “Workhorse” of our series: Laser Cleaning Systems.
Image Attachment