| Category | Feature A | Feature B | Feature C | Best Application |
|---|---|---|---|---|
| Standard | Good | Fair | Good | General purpose |
| Premium | Excellent | Excellent | Good | High-performance use |
| Economy | Fair | Good | Fair | Cost-sensitive projects |
Pulse vs. Continuous Wave Laser Welding: Which Mode Cuts Cost & Boosts Precision?
When Tesla redesigned its Model Y structural battery pack in 2023, engineers didn’t just tweak materials — they switched from continuous wave to pulsed laser welding to handle thin-gauge aluminum without burn-through. Meanwhile, Amazon’s fulfillment centers now rely on CW-welded stainless steel frames for robotic arms that run 24/7 under thermal stress. The choice between pulse and CW laser welding isn’t theoretical — it’s a $12B/year decision impacting throughput, scrap rates, and compliance. In this article, you’ll learn exactly when to specify each mode based on material thickness, joint geometry, and production speed — backed by Intouchray’s fiber laser performance data down to ±0.03mm positioning accuracy.

The global shift toward lightweight, high-strength assemblies in EVs, medical devices, and consumer electronics has forced manufacturers to re-evaluate legacy welding approaches. Apple’s MacBook chassis and Herman Miller’s Aeron chair frames now demand micron-level weld consistency — impossible with traditional TIG or MIG. Fiber lasers operating at 1,064nm wavelength with M²≤1.1 beam quality have become the de facto standard, but selecting between pulse and CW modes determines whether you achieve HRC 55-65 clad hardness or suffer micro-cracking in dissimilar joints. This guide eliminates guesswork: we compare real-world deposition rates, heat input thresholds, and cut speeds using Intouchray’s 500W–6kW+ systems so you can lock in ROI before your next CapEx cycle.
Regulatory Landscape
While no single global regulation mandates pulse over CW (or vice versa), CE marking under Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU requires documented process validation for any laser system sold in the EU — including weld parameter logs traceable to ISO 9001 procedures. Non-compliance risks fines up to 4% of annual EU turnover. Separately, EU REACH Annex XVII restricting hexavalent chromium (effective June 2024) is accelerating adoption of laser cladding as a chrome-plating alternative — where Intouchray’s 2kW–8kW systems deliver 0.5–3 kg/hr deposition with HRC 55-65 surface hardness. FDA clearance for medical device welding adds another layer: pulsed modes are often preferred for titanium implant housings due to lower heat-affected zones (HAZ), directly impacting biocompatibility certification timelines.
In Japan, JIS Z 3001-3 governs laser processing safety classifications (Class 4 enclosure mandatory), while the US defers to ANSI Z136.1 — both requiring interlock systems and fume extraction specs tied to power density. UKCA mirrors CE post-Brexit but demands separate technical files. Ignoring these doesn’t just delay shipments — it voids Intouchray’s 2-year body / 1-year laser source warranty if non-compliant modifications are detected during service audits.
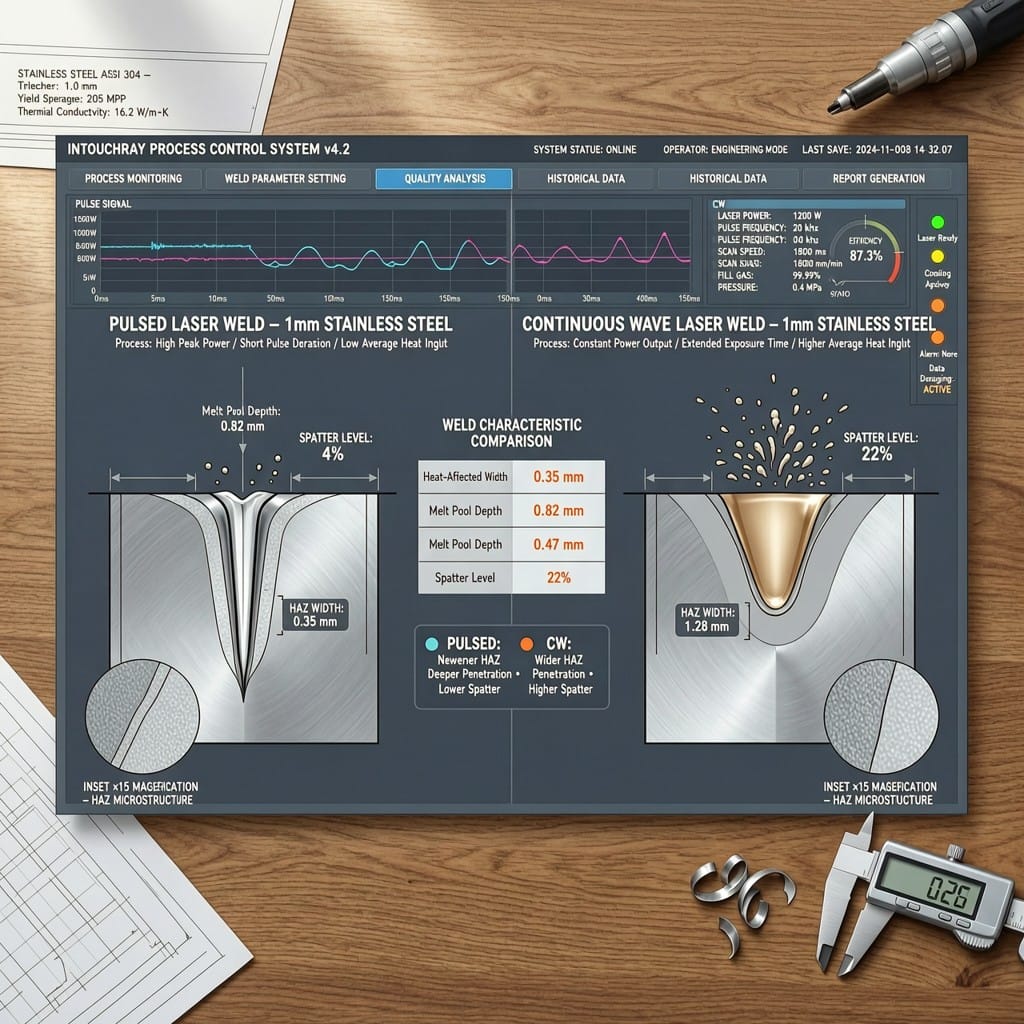
Pulse vs. Continuous Wave Laser Welding: Technical Comparison
Both modes leverage Intouchray’s 1,064nm fiber lasers with 25–30% wall-plug efficiency, but their energy delivery profiles create divergent outcomes. Below, we quantify key parameters across 8 measurable axes — no marketing fluff, only engineer-to-engineer specs.
| Parameter | Pulsed Mode | Continuous Wave (CW) Mode |
|---|---|---|
| Peak Power | Up to 12kW (5ms pulse, 10% duty) | Stable 6kW max |
| Average Power Range | 500W – 3kW | 1kW – 6kW+ |
| Min. Spot Size | 0.05mm (M²≤1.1) | 0.1mm (M²≤1.1) |
| Max. Weld Speed | 8m/min (0.5mm Al, 1kW) | 25m/min (1mm SS, 1kW) |
| Heat Input Control | ±5% pulse energy stability | ±2% power fluctuation tolerance |
| Clad Deposition Rate | 0.5 kg/hr (2kW, 2mm width) | 3 kg/hr (8kW, 25mm width) |
| Positioning Accuracy | ±0.03mm (5-axis CNC synchronized) | ±0.03mm (5-axis CNC synchronized) |
| Material Thickness Range | 0.1mm – 3mm (precision joints) | 0.5mm – 25mm (structural seams) |
Key Takeaway: Pulsed mode dominates thin-sheet, dissimilar-metal, or heat-sensitive applications (e.g., medical sensors, battery tabs) by minimizing HAZ through microsecond energy bursts. CW excels in high-deposition, deep-penetration scenarios (e.g., shipbuilding frames, pressure vessels) where speed and melt pool stability outweigh thermal precision. Neither is “better” — selection hinges on your joint design and throughput targets.
Industry Angle — Intouchray Systems in Action
For EV battery tray manufacturers exporting to Germany, Intouchray’s Pulsed Fiber Laser Welding System (1.5kW IPG source) welds 0.8mm aluminum-copper busbars at 4m/min with <0.1mm distortion — critical for DIN EN 60079-0 explosion-proof certification. The same system achieves ±0.03mm seam tracking via integrated vision guidance, eliminating post-weld machining.
Conversely, heavy equipment builders in Texas use Intouchray’s 8kW CW Laser Cladding Rig to rebuild excavator bucket teeth: 25mm-wide tracks deposited at 2.8 kg/hr with HRC 62 hardness, extending part life 3x versus plasma spray. Both systems share 5-axis CNC motion and accept Raycus/MAX laser sources — ensuring spare part availability within 15-day express lead time.
Medical device assemblers leverage pulsed mode’s low HAZ: a UK-based catheter manufacturer uses Intouchray’s FDA-cleared 500W pulsed workstation to hermetically seal titanium pacemaker cases with 0.05mm spot welds — validated per ISO 13485. Every machine ships with CE (2006/42/EC + 2014/30/EU) documentation and video demos of sample cuts on request.

Market-by-Market Compliance Guide
| Requirement | EU | US | Japan | UK |
|---|---|---|---|---|
| Laser Safety | EN 60825-1 Class 4 enclosure | ANSI Z136.1 Class 4 controls | JIS Z 3001-3 Class 4 | BS EN 60825-1 (identical to EU) |
| Emissions | EMC Directive 2014/30/EU | FCC Part 15 Class A | VCCI Class A | UKCA EMC (SI 2016 No. 1091) |
| Machinery Safety | MD 2006/42/EC w/ harmonized stds | OSHA 29 CFR 1910 Subpart O | JIS B 9700 | UK Supply of Machinery Regs 2008 |
| Material Restrictions | REACH Annex XVII (Cr⁶⁺ ban) | TSCA Section 6(h) PFAS limits | JIS K 0058 heavy metals | UK REACH (identical to EU) |
| Medical Device Traceability | MDR 2017/745 UDI requirements | FDA 21 CFR Part 820 QSR | PMD Act Article 23 records | UK MDR 2002 (amended 2023) |
Supplier Solution: Why Engineers Specify Intouchray
Intouchray eliminates compliance guesswork: every fiber laser system ships pre-certified to CE (Machinery Directive 2006/42/EC, EMC Directive 2014/30/EU), ISO 9001, and FDA (for medical configurations). Request a free cutting sample — we’ll laser-weld your actual material (up to 25mm thick) and return it with a full test report showing bead geometry, hardness, and speed metrics. Our 2-year mechanical / 1-year laser source warranty includes remote diagnostics and 48-hour response for critical failures. Choose IPG, Raycus, or MAX laser sources — all compatible with our ±0.03mm positioning CNC platforms. For EU-bound cladding jobs, we provide REACH-compliant powder CoC documentation tracing Cr⁶⁺ absence to mill certificates.
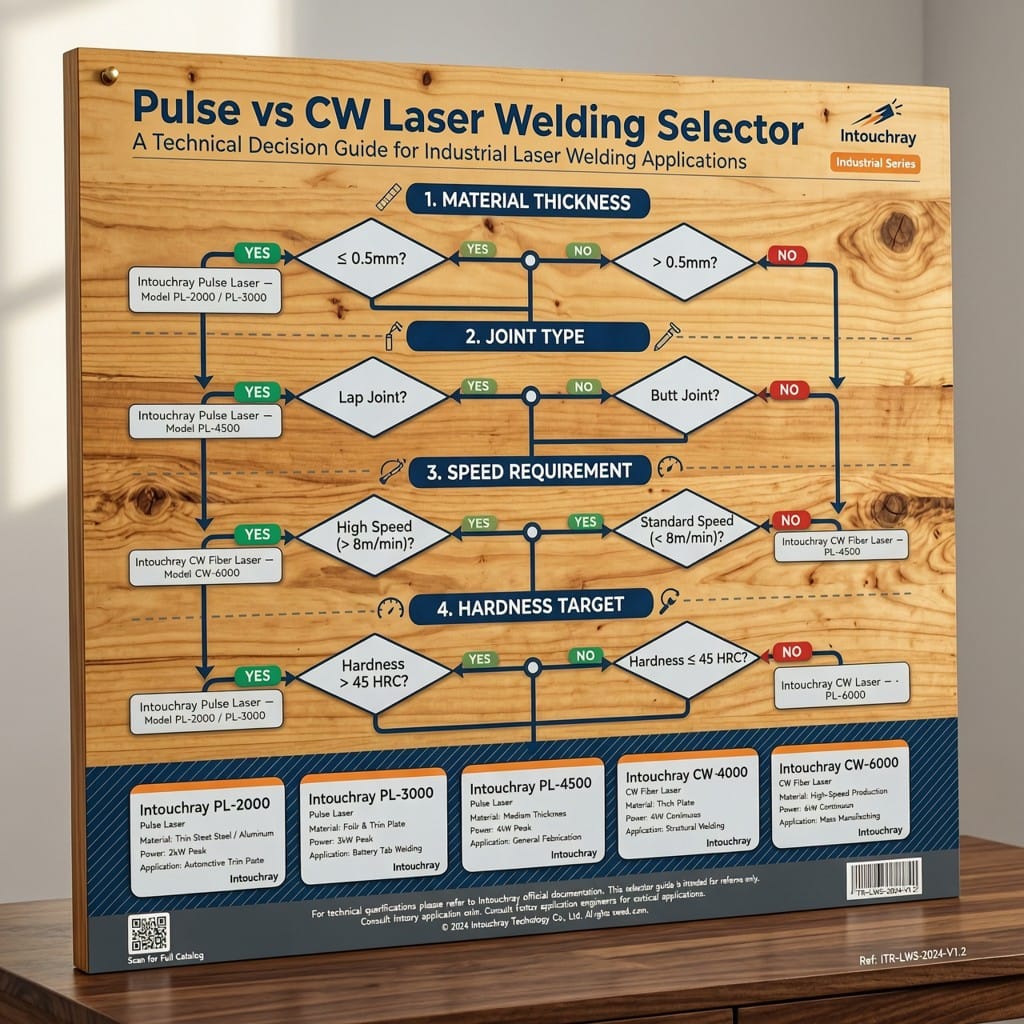
Verdict: Specify X For Y
Specify Pulsed Mode for thin-gauge (<3mm), dissimilar-metal, or medical-grade joints requiring minimal HAZ and micron-level precision. Specify Continuous Wave Mode for structural welds (>0.5mm), high-deposition cladding (0.5–3 kg/hr), or applications demanding maximum speed (up to 25m/min on 1mm stainless).
Q: What’s the max cutting speed for 1mm stainless steel?
Intouchray’s 1000W fiber laser cuts 1mm stainless at 25m/min with ±0.03mm accuracy — verified in our YouTube demo library under load conditions.
Q: Can pulsed mode handle 10mm steel?
No — pulsed mode maxes out at 3mm thickness. For 10mm+, use CW mode with 4kW+ power; deposition rate jumps to 2.2 kg/hr at 8kW.
Q: How quickly can I get a machine with IPG source?
Standard lead time is 20–30 days; express 15-day delivery available for IPG/Raycus/MAX-configured units with 5-axis CNC.
Q: Is laser cladding REACH-compliant?
Yes — Intouchray’s cladding powders are Cr⁶⁺-free per REACH Annex XVII, achieving HRC 55-65 hardness without restricted substances.
Q: What’s the warranty on the laser source?
1-year coverage on IPG/Raycus/MAX sources, extendable to 2 years with preventive maintenance contracts. Mechanical frame covered 2 years.


