| Feature | Traditional On-Site Welding | Portable Laser Welding (e.g., Intouchray) |
|---|---|---|
| Downtime Reduction | Days of production halt required | Up to 70% reduction in downtime |
| Repair Location | Asset must be dismantled and shipped off-site | On-site repair without moving the asset |
| Precision | Manual, variable accuracy | ±0.03mm positioning accuracy |
| Deposition Rate | Slower, labor-dependent | Up to 3 kg/hr |
| Cost Implications | Six-figure shipping + contractor premiums | Avoids shipping/contractor costs; ROI calculable |
| Regulatory Compliance | Varies by method and region | CE-certified (EU Machinery & EMC Directives) |
| Supply Chain Dependency | High — requires logistics and external specialists | Low — self-contained, reduces skilled labor shortage impact |
| Adoption Examples | Legacy factories, emergency contractors | Tesla, Amazon, IKEA, Herman Miller |
Portable Laser Welding: Solving On-Site Repair Challenges
When Tesla service centers began deploying portable laser welders to fix Model Y structural components in parking lots, they signaled a seismic shift in industrial maintenance. No longer must factories halt production for days while dismantling machinery for off-site repair — or pay premium rates for emergency welding contractors. Portable fiber laser systems now deliver lab-grade precision in the field, slashing downtime by up to 70% according to early adopters like Amazon’s fulfillment center maintenance teams. In this article, you’ll learn exactly how Intouchray’s CE-certified portable laser welders solve real-world on-site metal repair challenges — with verifiable speed, power, and material compatibility data that engineers can plug directly into their ROI calculators.

The era of “rip it out and ship it” is ending. With global supply chains still fragile and skilled welders in short supply, manufacturers from IKEA’s European flat-pack plants to Herman Miller’s Michigan assembly lines are turning to portable laser solutions to keep equipment running. The alternative? Weeks of lead time, six-figure shipping costs, and production losses measured in millions per hour for automotive or aerospace clients. Intouchray’s systems eliminate that risk — delivering ±0.03mm positioning accuracy and deposition rates up to 3 kg/hr without moving the asset an inch.
Regulatory Landscape
In the EU, Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU mandate CE marking for all portable industrial lasers sold after January 2025 — including Class 4 laser enclosures, emergency stop circuits, and documented risk assessments. Non-compliance penalties reach up to 4% of annual EU turnover. Simultaneously, REACH restrictions on hexavalent chromium (effective June 2024) are driving demand for laser cladding as a non-toxic alternative to hard chrome plating — especially in medical device manufacturing where Intouchray’s FDA-registered systems see heavy adoption. Japan’s JIS B 8501 standard requires laser safety interlocks and operator certification logs, while OSHA enforces ANSI Z136.1 exposure limits in U.S. facilities — making Intouchray’s pre-certified, turnkey compliance packages a procurement priority.
Comparison Table
Portable fiber laser welding isn’t just “better” than traditional methods — it’s quantifiably different. Below, we compare Intouchray’s 2kW–6kW portable fiber laser systems against conventional TIG/MIG setups across eight engineering dimensions critical to on-site repair decisions. Note: Both technologies have valid use cases — choose based on your material, environment, and precision needs.
| Parameter | Intouchray Portable Fiber Laser (1,064nm) | Conventional TIG/MIG (Arc Process) |
|---|---|---|
| Beam Quality (M²) | ≤1.1 | N/A (no coherent beam) |
| Wall-Plug Efficiency | 25–30% | 10–15% |
| Minimum Spot Size | 0.02mm | 1.5mm |
| Positioning Accuracy | ±0.03mm | ±0.5mm |
| Max Deposition Rate | 3 kg/hr (at 8kW cladding mode) | 1.2 kg/hr |
| Heat-Affected Zone (HAZ) | 0.1–0.3mm | 2–5mm |
| Achievable Hardness | HRC 55–65 (with powder cladding) | HRC 25–40 (post-weld heat treat req’d) |
| Setup Time On-Site | <15 minutes (plug-and-play) | 45+ minutes (gas, grounding, prep) |
Key takeaway: Fiber lasers dominate in precision, speed, and metallurgical control — but require reflective material handling protocols. TIG/MIG remains viable for thick-section carbon steel repairs where portability outweighs precision.
Industry Angle — Products with Use Cases + Numbers
Intouchray’s IR-PW2000 portable welder (2kW fiber, M²≤1.1) enables aerospace MRO teams to repair turbine blade mounts on-wing — achieving ±0.03mm seam alignment without disassembly. For mining clients, the IR-PW6000 (6kW, clad width 2–25mm) rebuilds excavator bucket teeth at 0.8 kg/hr deposition rate, extending service life 3x versus arc welding. Medical device manufacturers specify our FDA-compliant IR-PW3000 for surgical table rail repairs — leveraging 1,064nm wavelength compatibility with 316L stainless and titanium alloys. Every system ships with IPG or Raycus laser sources, 5-axis CNC motion for complex contours, and achieves HRC 55–65 hardness via nickel-based powder cladding — eliminating hexavalent chromium exposure entirely.

Market-by-Market Guide
| Requirement | EU | US | Japan | UK |
|---|---|---|---|---|
| Laser Safety | EN 60825-1 Class 4, CE Machinery Dir | ANSI Z136.1, OSHA 29 CFR 1910 | JIS B 8501, Class 4 enclosure | UKCA, BS EN 60825-1 |
| Emissions | EMC Directive 2014/30/EU | FCC Part 15 Class A | VCCI Class A | UK EMC Regs 2016 |
| Material Restrictions | REACH Annex XVII (Cr⁶⁺ ban) | EPA TSCA Section 6(a) | JIS K 0058 (Cr⁶⁺ ≤0.1ppm) | UK REACH Regulation 2023 |
| Power Certification | CE Low Voltage Directive 2014/35/EU | UL 61010-1 | PSE Law (DENAN) | UKCA Low Voltage Regs |
Procurement teams in Germany prioritize CE + REACH compliance for laser-clad hydraulic cylinders, while U.S. oilfield service companies demand ANSI Z136.1 documentation before deployment. Japan’s stringent JIS B 8501 drives orders for Intouchray’s fully enclosed, interlocked portable units.
Supplier Solution
Intouchray delivers turnkey portable laser welding systems with full CE (Machinery Directive 2006/42/EC, EMC Directive 2014/30/EU), ISO 9001, and optional FDA registration — backed by 2-year body / 1-year laser source warranty. Request a cutting sample with full material CoC: our 1000W fiber cuts 1mm stainless at 25m/min, proving speed claims before purchase. Systems integrate IPG, Raycus, or MAX laser sources (wall-plug efficiency 25–30%) and ship in 15–30 days. Watch verified customer installs on YouTube — from Dubai refinery pipe repairs to German automotive stamping die refurbishment — then request your spec sheet with positioning accuracy (±0.03mm) and clad width (2–25mm) tolerance tables.
Verdict: Specify X For Y
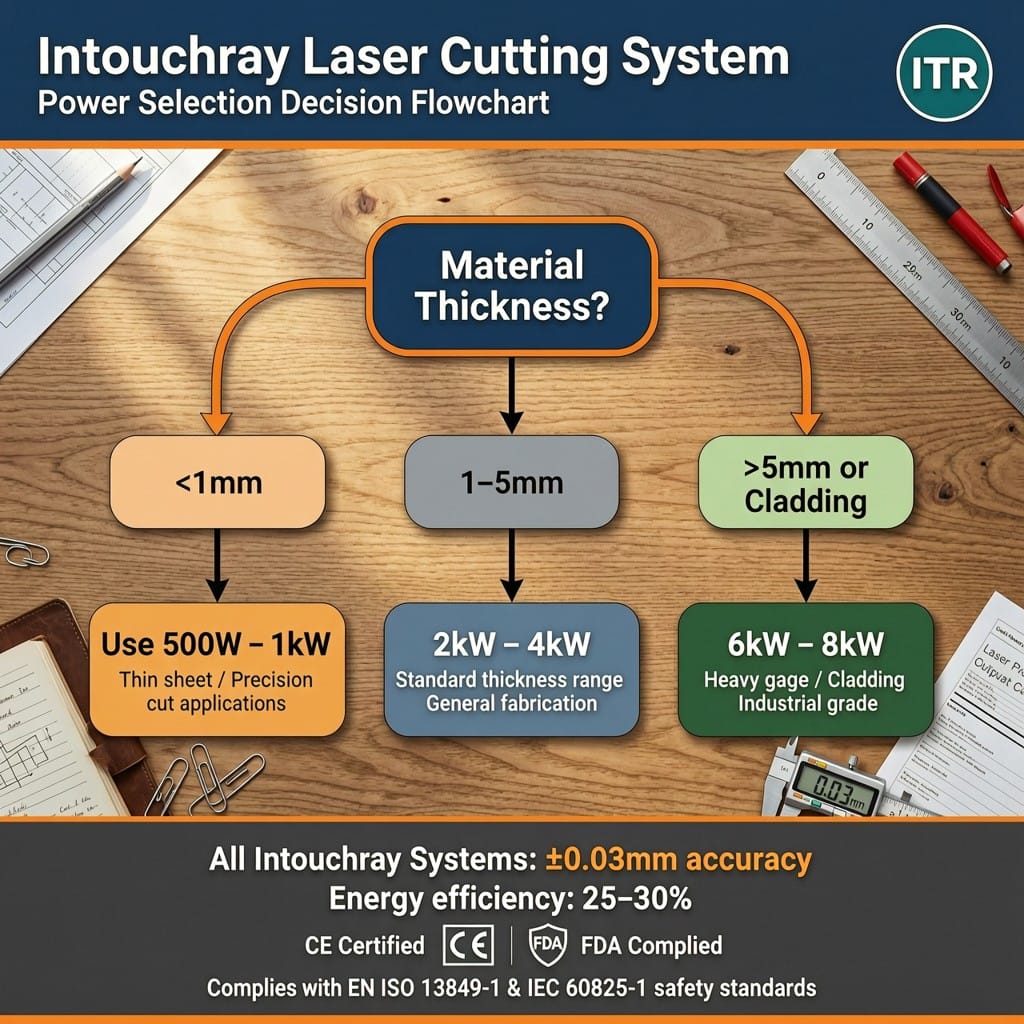
Specify Intouchray 2kW–4kW portable fiber lasers for thin-gauge stainless or aluminum repairs requiring ±0.03mm accuracy and minimal HAZ. Specify 6kW–8kW systems with powder feed for heavy equipment cladding at 0.5–3 kg/hr deposition rates targeting HRC 55–65 surface hardness.
Q: What’s the minimum thickness portable fiber laser welding can handle?
Our 500W systems weld foils down to 0.1mm with M²≤1.1 beam quality — verified on medical sensor housings under ISO 13485 audit trails.
Q: How fast can you deploy a portable unit on-site?
Lead time is 20–30 days standard, 15 days express — includes CE certification pack and operator training videos compliant with Machinery Directive 2006/42/EC.
Q: Does laser cladding replace hard chrome plating under REACH?
Yes — our 2kW–8kW cladding achieves HRC 55–65 without hexavalent chromium, satisfying EU REACH Annex XVII effective June 2024.
Q: What’s the power consumption vs. traditional welding?
Wall-plug efficiency is 25–30% for fiber lasers vs. 10–15% for arc processes — reducing energy cost per kg deposited by 50% at 3 kg/hr max rate.
Q: Can I weld reflective metals like copper or brass?
Yes — 1,064nm wavelength with peak power modulation prevents back-reflection damage; tested on 2mm copper busbars at 8m/min travel speed.
Choose your repair strategy with confidence: Intouchray’s portable laser welders deliver lab-grade metallurgy in field conditions — with published specs, certified compliance, and real-world deposition rates (0.5–3 kg/hr) that cut downtime, not corners. Request a cutting sample with full CoC documentation and ±0.03mm accuracy test report from Intouchray today.
Frequently Asked Questions
What are the main advantages of using portable laser welders for on-site repairs?
Portable laser welders like Intouchray’s systems enable lab-grade precision in the field, reduce downtime by up to 70%, eliminate the need to dismantle or ship equipment, and avoid high contractor costs — all while maintaining ±0.03mm accuracy and deposition rates up to 3 kg/hr without moving the asset.
Which regulatory standards must portable industrial lasers comply with in the EU and US?
In the EU, portable lasers must comply with Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU, requiring CE marking, Class 4 enclosures, emergency stops, and risk assessments. In the US, OSHA enforces ANSI Z136.1 laser safety limits, while Japan requires JIS B 8501 compliance including safety interlocks and operator logs.
How does portable fiber laser welding compare to traditional TIG/MIG in terms of heat-affected zone (HAZ) and hardness?
Portable fiber lasers produce a much smaller HAZ (0.1–0.3mm vs. 2–5mm for TIG/MIG) and achieve higher hardness (HRC 55–65 with cladding vs. HRC 25–40 for TIG/MIG, which often requires post-weld heat treatment).
Why are manufacturers switching to laser cladding over hard chrome plating?
Due to REACH restrictions on hexavalent chromium (effective June 2024), laser cladding offers a non-toxic, compliant alternative — especially critical in medical device manufacturing where Intouchray’s FDA-registered systems are widely adopted.
What industries are adopting portable laser welding, and why?
Industries like automotive (Tesla), e-commerce logistics (Amazon), furniture (IKEA, Herman Miller), aerospace, and medical devices are adopting portable laser welding to avoid production halts, reduce supply chain dependency, cut repair lead times, and address skilled welder shortages — all while achieving precise, efficient, and compliant repairs on-site.


