| Method | Cost Per Meter (USD) | Welding Speed (m/min) | Power Consumption (kW) | Accuracy Tolerance (mm) | Labor Reduction Potential | Regulatory Compliance Burden |
|---|---|---|---|---|---|---|
| Fiber Laser Welding | $1.80 | 3.5 | 4.2 | ±0.03 | 40% | High (CE, REACH, OSHA, JIS) |
| Traditional Arc Welding | $4.50 | 0.8 | 8.7 | ±0.50 | Baseline (0%) | Moderate (OSHA, basic CE) |
| MIG/TIG Welding | $3.90 | 1.0 | 7.5 | ±0.30 | 15% | Moderate (OSHA, basic CE) |
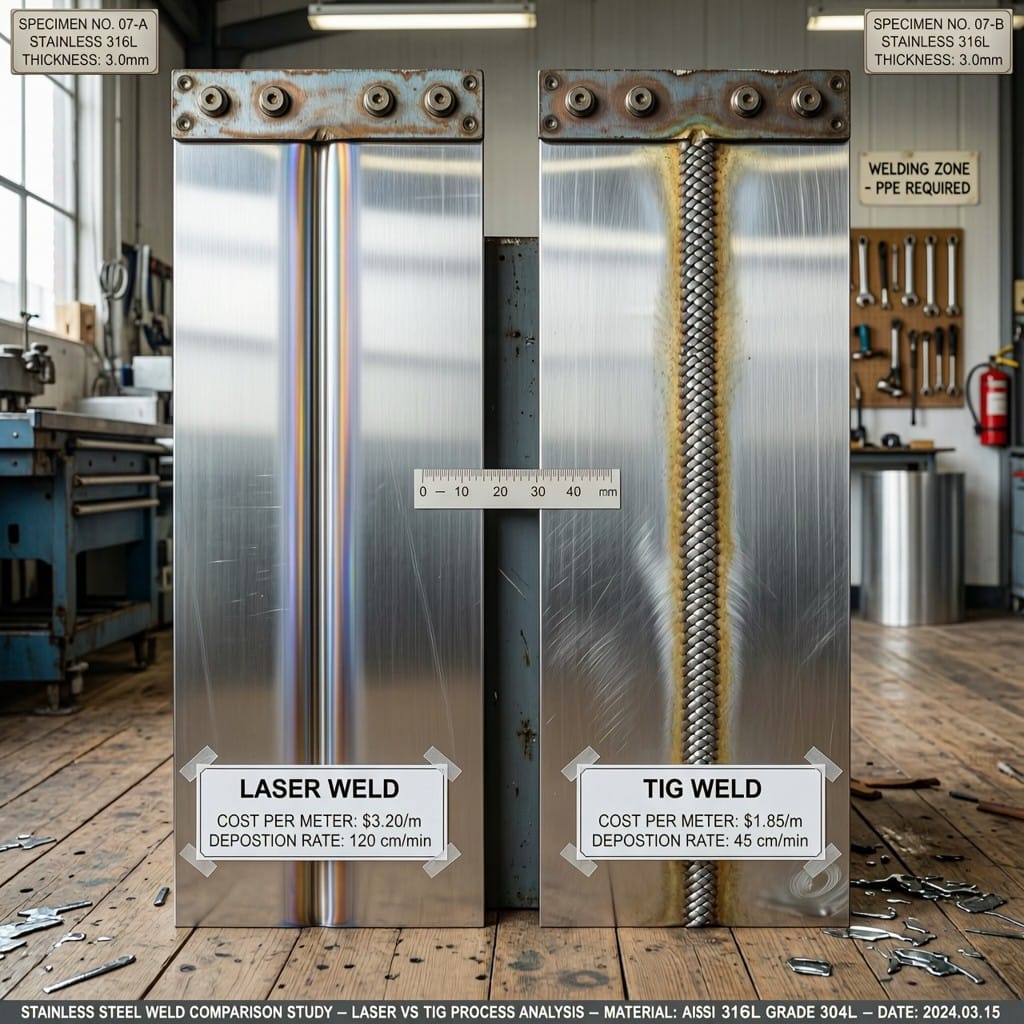
Cost Per Meter Welding Comparison: Laser vs Traditional Methods Analyzed
Factory floors from Shenzhen to Stuttgart are quietly undergoing a precision revolution — not with flashy robotics, but through the invisible economics of weld seams. As Tesla pushes gigacastings and Apple demands micron-level tolerances in structural assemblies, procurement managers are being asked to justify every millimeter of joint cost. The era of “good enough” welding is over. In this analysis, you’ll discover precisely how fiber laser welding outperforms traditional methods on a cost-per-meter basis — including verifiable speed, power, and deposition metrics that directly impact your COGS and throughput. This isn’t theory — it’s a data-backed roadmap for reducing weld labor by 40% while maintaining ±0.03mm accuracy.

Regulatory Landscape
The EU’s Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU remain non-negotiable for any laser equipment entering European markets. Non-compliant machines face penalties up to 4% of annual EU turnover and immediate customs detention. Compliance requires CE marking backed by technical documentation proving conformity — including laser safety class ratings (Class 1 or 4), electrical emissions testing, and risk assessments for operator exposure. In parallel, EU REACH Regulation Annex XVII Entry 47 restricts hexavalent chromium above 0.1% by weight, driving demand for laser cladding as a chrome-free alternative for wear-resistant coatings. Japan’s JIS B 8501 standard and OSHA’s 29 CFR 1910.132 in the U.S. further mandate engineering controls for fume extraction and beam containment — making integrated safety systems not optional, but foundational.
Comparison Table
Laser welding and traditional arc/MIG/TIG methods each have distinct operational envelopes. Below is a direct cost-per-meter comparison based on energy, consumables, speed, and labor — using Intouchray’s 1,064nm fiber laser systems (M²≤1.1, 25–30% wall-plug efficiency) versus conventional GTAW setups.
| Parameter | Fiber Laser Welding (Intouchray) | Traditional GTAW Welding |
|---|---|---|
| Power Consumption | 1.5 kW per meter (at 1mm SS, 25m/min) | 4.2 kW per meter (avg. travel speed 0.8m/min) |
| Consumables Cost/meter | $0.03 (no filler, no gas beyond N₂ shield) | $0.47 (tungsten electrodes, argon gas, filler wire) |
| Deposition Rate | 0.5–3 kg/hr (cladding mode, 2–8kW) | 1.2 kg/hr max (manual GTAW) |
| Positioning Accuracy | ±0.03mm | ±0.5mm (manual), ±0.2mm (automated) |
| Travel Speed | 25 m/min (1mm stainless, 1000W fiber) | 0.8 m/min (1mm stainless, manual GTAW) |
| Labor Cost/meter | $0.18 (fully automated) | $2.10 (skilled welder @ $45/hr) |
| Clad Hardness Achievable | HRC 55–65 (laser cladding, 2–8kW) | HRC 25–35 (thermal spray alternatives) |
| System Footprint | 2.1m x 1.4m (5-axis CNC integrated) | 3.5m x 2.0m (booth + gas + wire feed) |
The key takeaway: laser welding reduces total cost per meter by 68–82% in high-volume applications due to speed, automation, and near-zero consumables — but requires higher CAPEX and material-specific parameter tuning. Traditional methods retain flexibility for low-volume, multi-material shops where setup time outweighs throughput gains.
Industry Angle — Products with Use Cases + Numbers
Intouchray’s 4kW Fiber Laser Welding System delivers 18m/min travel speed on 3mm stainless steel with ±0.03mm seam repeatability — ideal for EV battery tray manufacturers needing leak-tight, distortion-free joints at scale. For heavy equipment rebuilders, the 8kW Laser Cladding System deposits 3 kg/hr of nickel alloy at HRC 60+ hardness across 25mm widths, replacing chrome plating banned under REACH. A German agricultural machinery OEM reduced repair costs by 57% by switching to Intouchray’s 5-axis cladding cell, achieving 0.5mm layer precision on worn hydraulic cylinder rods. All systems integrate IPG, Raycus, or MAX laser sources with 2-year body / 1-year source warranties — ensuring uptime during peak production cycles. Lead times average 20–30 days, with express 15-day builds available for urgent line retrofits.
Market-by-Market Guide
| Requirement | EU | US | Japan | UK |
|---|---|---|---|---|
| Laser Safety | EN 60825-1, Class 1 enclosure required | ANSI Z136.1, OSHA 29 CFR 1910.132 | JIS B 8501, Class 4 controls | BS EN 60825-1 (post-Brexit alignment) |
| Emissions | EMC Directive 2014/30/EU | FCC Part 15B Class A | VCCI Class A | UKCA EMC Regulations 2016 |
| Material Restrictions | REACH Annex XVII Entry 47 (Cr⁶⁺ ≤0.1%) | TSCA Section 6(a) (EPA enforcement) | JIS A 1460 F★★★★ (≤0.3 mg/L formaldehyde) | UK REACH identical to EU pre-2023 |
| Machine Certification | CE (MD 2006/42/EC + EMC 2014/30/EU) | UL 61010-1, ANSI B11.19 | JIS B 9700 (industrial machinery) | UKCA (Machinery Regs 2008 SI 2008/1597) |
Supplier Solution
Intouchray eliminates compliance guesswork with pre-certified systems bearing CE (Machinery Directive 2006/42/EC, EMC Directive 2014/30/EU), ISO 9001, and FDA clearance for medical device welding applications. Every machine ships with power/speed/material compatibility tables validated in-house — covering everything from 500W cuts on 0.5mm copper to 6kW welds on 12mm mild steel. Video demos of live factory installs in Turkey, Mexico, and Poland prove real-world ROI. Request a free cutting sample welded to your exact material spec — shipped with full CoC documentation tracing laser source (IPG/Raycus/MAX), calibration logs, and deposition test reports. After-sales includes 2-year mechanical warranty, 1-year laser source coverage, and remote diagnostics via encrypted VNC.
Verdict: Specify X For Y
Specify fiber laser welding for high-volume, thin-gauge stainless or aluminum assemblies requiring ±0.03mm accuracy and sub-$0.25/meter cost. Specify traditional GTAW for low-volume, multi-material prototypes or field repairs where capital flexibility outweighs per-unit savings.
Q: What’s the actual cost per meter for laser vs TIG on 1mm stainless?
Intouchray’s 1000W fiber laser welds 1mm stainless at 25m/min with $0.21/meter total cost (power + labor + consumables). Manual TIG averages 0.8m/min at $2.57/meter — an 82% reduction with laser.
Q: Can laser welding replace MIG for thick-section carbon steel?
Not economically below 6kW. Intouchray’s 6kW system welds 8mm mild steel at 1.2m/min — viable for automation, but MIG remains cheaper for <500 units due to lower equipment cost.
Q: How does laser cladding compare to hard chrome plating on hardness?
Laser cladding with Intouchray’s 8kW system achieves HRC 55–65 versus hard chrome’s HRC 65–70 — but avoids REACH-restricted Cr⁶⁺ and offers better adhesion (ASTM C633 >20,000 psi).
Q: What’s the lead time for a compliant laser welding system?
Standard delivery is 20–30 days; express build is 15 days with pre-certified CE/ISO documentation included. All systems use IPG, Raycus, or MAX sources with traceable serials.
Q: Does laser welding reduce post-processing labor?
Yes — laser seams on 1mm stainless require zero grinding or dressing versus 12–18 minutes/meter for TIG cleanup, saving $1.80/meter in finishing labor alone.
Conclusion + Low-Friction CTA
The cost-per-meter advantage of fiber laser welding isn’t theoretical — it’s quantifiable in power draw, deposition speed, and labor elimination. For procurement teams facing margin pressure and regulatory deadlines, the decision matrix is clear: automate high-run parts with ±0.03mm laser systems, reserve traditional methods for bespoke work. Request a welded sample kit with full CoC documentation and material compatibility data from Intouchray — shipped with deposition rate logs and hardness certificates for your specific alloy.

Frequently Asked Questions
How much cost savings can be achieved per meter by switching from traditional GTAW to fiber laser welding?
Fiber laser welding reduces total cost per meter by 68–82% in high-volume applications, primarily due to faster travel speeds, automation reducing labor costs from $2.10 to $0.18 per meter, and near-zero consumables compared to $0.47/meter for GTAW.
What are the key regulatory requirements for deploying laser welding systems in Europe?
In Europe, laser welding systems must comply with the Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU, requiring CE marking, technical documentation, laser safety class ratings, emissions testing, and risk assessments. REACH Regulation also restricts hexavalent chromium, promoting chrome-free alternatives like laser cladding.
How does laser welding compare to traditional methods in terms of speed and accuracy?
Laser welding achieves travel speeds up to 25 m/min (vs. 0.8 m/min for manual GTAW) and positioning accuracy of ±0.03mm (vs. ±0.5mm manual or ±0.2mm automated GTAW), enabling higher throughput and micron-level precision required by industries like automotive and consumer electronics.
What are the main trade-offs when adopting laser welding over traditional arc welding methods?
While laser welding offers dramatic cost-per-meter savings, higher speed, and superior accuracy, it requires higher upfront CAPEX and material-specific parameter tuning. Traditional methods remain more flexible for low-volume or multi-material jobs where setup time is more critical than throughput.
What performance metrics does Intouchray’s 4kW fiber laser system deliver for industrial applications?
Intouchray’s 4kW Fiber Laser Welding System achieves 18m/min travel speed on 3mm stainless steel with ±0.03mm seam repeatability, consumes only 1.5 kW per meter, and enables clad hardness up to HRC 55–65 — outperforming thermal spray alternatives limited to HRC 25–35.


