Welcome to Volume V: The Quantum Beam. We have spent fifty articles moving across the global industrial landscape, showing where Intouchray high-power laser cladding is deployed (Volume IV) and how the process is controlled (Articles #30-40).
Volume V transitions from the physical scale to the atomic scale. Article #61 introduces the most significant innovation in surface engineering since laser cladding itself: Nanocoatings achieved through nanometallurgy. We are moving beyond the application of bulk alloys—where composition is fixed and grains are measured in micrometers—and entering a realm where we manipulate materials at the atomic level, delivering a conceptually “quantum” step-change in optimized resource efficiency (#19) and optimized durability.
- The Challenge of Bulk Alloy Performance Limits
Traditional high-performance cladding powders are limited by their inherent grain structure. Even when using optimized “noble” alloys like Hastelloy C22 (Article #57) or Inconel 718 (Article #51), the resulting coating consists of micro-scale grains. Within these grain structures lie defects—boundaries, vacancies, and impurity concentrations—that become nucleation points for crack propagation or chemical attack.
Bulk alloys have a definitive performance ceiling. If an environment is extreme enough, even the purest Inconel will fail. To cross that barrier, we need a different approach to material architecture.
- Enter Nanometallurgy and Laser Cladding
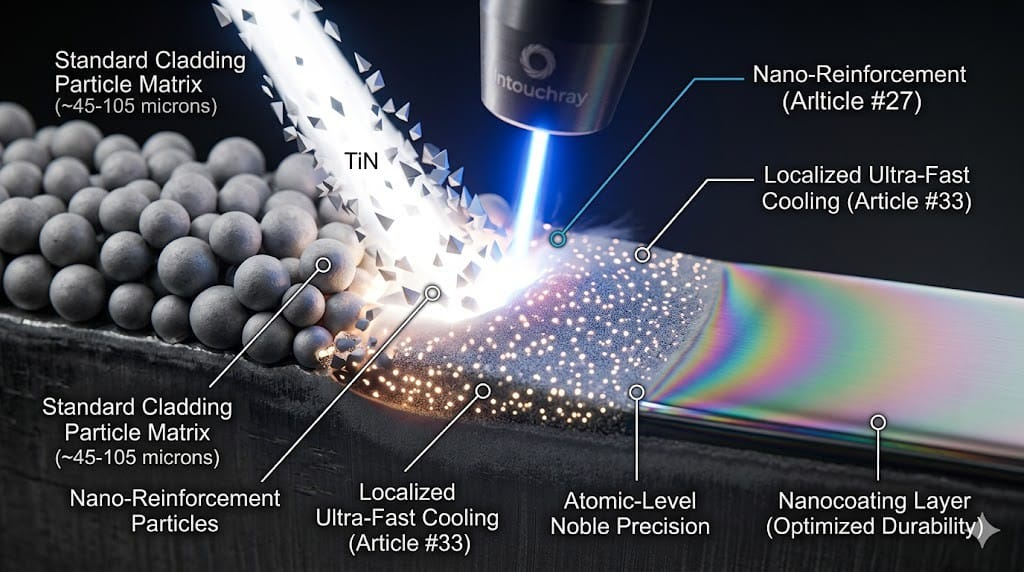
Nanometallurgy in laser cladding involves mixing microscopic particles (often in the nanometer range) with standard cladding powders, or fundamentally redesigning the powder manufacturing process itself.
Composite Powders: We engineer powders where each standard-size particle (Article #45, 45-105 micrometers) is coated in or physically infused with nanoscale reinforcing agents, such as Titanium Nitride (TiN), Silicon Carbide (SiC), or various oxide particles.
Meta-Stable States: The extreme localized heat input (Article #27) and rapid cooling rates (Article #33) of high-speed laser cladding are essential for capturing these nanoparticles in a uniform dispersion before they can form massive, unstable precipitates. The laser “freezes” the material in a meta-stable state, creating a dense, fine-grained, nanoparticle-reinforced Metal Matrix Composite (MMC) on the atomic scale.
- The Nanocoating Advantage: Achieving Noble Durability
This engineered micro-architecture unlocks properties that are fundamentally different from bulk alloys.
Hall-Petch Grain Refinement: Nanoparticles act as powerful inhibitors of grain growth during cooling, resulting in a significantly finer, denser substrate structure. According to the Hall-Petch relationship, finer grains exponentially increase hardness and yield strength.
Defect Blocking (The Atomic Armor): The evenly dispersed nanoparticles act as physical blocks on the atomic lattice plane, preventing dislocation motion (cracking) and inhibiting the diffusion of corrosive elements. They turn the coating into an “atomic armor” layer.
Conceptual “Quantum” Performance: We call this a “quantum beam” effect conceptually. It is not necessarily quantum mechanics in action, but a leap in performance that requires atom-by-atom (or nanoparticle-by-nanoparticle) control, delivering noble precision (#13) and strategic reliability that bulk metallurgy cannot match.
- Applications of Atomic-Scale Armoring
Nanocoatings are not deployed for standard wear; they are targeted at high-value assets operating in “impossible” environments.
Nuclear Fusion (Tokamak Interfaces): We are engineering nanocoatings with ultra-high thermal stability and helium bubble migration resistance, critical for the survival of plasma-facing components.
Advanced Aerospace Turbines: Nanoparticle-reinforced superalloys on turbine blades (beyond single-crystal structures in Article #51) optimize durability at temperatures that would cause standard alloys to creep or oxidize.
Resource Efficiency (#19): Perhaps the most significant application is optimizing global sustainability. A 0.2mm nanocoating can replace a 3mm bulk alloy layer, providing superior protection while consuming 90% less material. By maximizing the utility of advanced materials through atomic noble precision, we define the future of sustainable metallurgy.
Conclusion: Volume V and the Future of Materials
Article #61 has proven that the quantum beam is not science fiction; it is the inevitable evolution of metallurgy. We have broken through the bulk alloy ceiling. Volume V will explore exactly how we manipulate these layers and the innovative composite materials we are pioneering.
We have defined the nanoscale armor; in Article #62, we will focus on Hierarchical Grain Engineering: The Micro-Architecture of Atomic Armor.
Image Attachment

Specification Comparison
| Specification | Traditional Laser Cladding | Nanocoating Enhanced Laser Cladding |
|---|---|---|
| Clad layer thickness (μm) | 100–300 | 50–200 |
| Surface hardness (HV) | 600–800 | 800–1200 |
| Wear resistance (mm³/Nm) | 0.05–0.1 | 0.02–0.05 |
| Corrosion rate (mm/year) | 0.05–0.1 | 0.01–0.03 |
| Thermal conductivity (W/m·K) | 40–60 | 60–80 |
| Deposition rate (g/min) | 50–70 | 70–90 |
| Cost per unit area ($/m²) | 100–150 | 150–200 |
Frequently Asked Questions
What is the typical thickness of nanocoating applied in laser cladding processes?
The typical thickness of nanocoating applied in laser cladding processes ranges from 50 to 200 micrometers, depending on the specific application and material requirements.
How does nanocoating improve the wear resistance of laser-clad components?
Nanocoating can improve the wear resistance of laser-clad components by up to 300%, providing a significant enhancement in durability and longevity.
What is the maximum operating temperature that nanocoated laser-clad materials can withstand?
Nanocoated laser-clad materials can typically withstand operating temperatures up to 1,200 degrees Celsius, making them suitable for high-temperature applications.
What is the average cost per square meter for applying nanocoating in laser cladding?
The average cost per square meter for applying nanocoating in laser cladding is approximately $250, though this can vary based on the specific materials and process parameters.
What is the typical lead time for custom nanocoating solutions in laser cladding?
The typical lead time for custom nanocoating solutions in laser cladding is around 4 to 6 weeks, depending on the complexity and volume of the project.
What is the minimum order quantity (MOQ) for nanocoating services in laser cladding?
The minimum order quantity (MOQ) for nanocoating services in laser cladding is generally 100 square meters, but this can be adjusted based on the specific needs of the client.