In the global automotive race, the transition to Electric Vehicles (EVs) and stricter emissions standards has forced a re-evaluation of component durability. Traditional heat treatments and coatings are no longer enough.
High-Speed Laser Cladding (Article #33) is now being integrated directly into assembly lines to provide noble precision for engine components, transmission systems, and—most recently—brake discs.
- High-Speed Cladding (EHLA) for Mass Production
The primary barrier to laser cladding in automotive was always speed. Traditional cladding was too slow for a line producing thousands of parts per day.
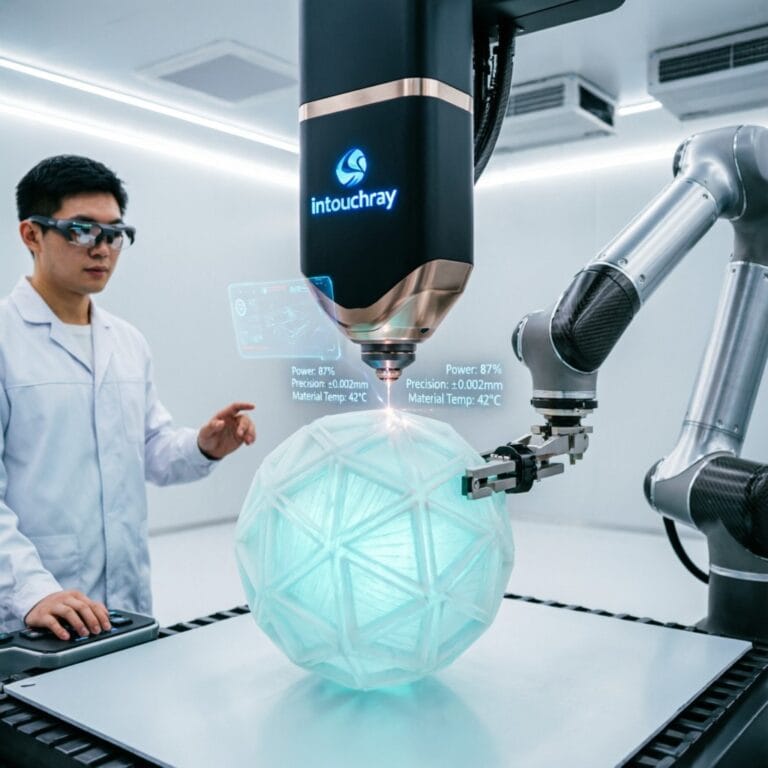
The EHLA Breakthrough: Extreme High-Speed Laser Additive Manufacturing allows for cladding speeds up to 200 meters per minute.
The Result: We can now apply protective layers to components in seconds rather than minutes, matching the “Takt Time” of modern automotive factories while maintaining strategic reliability.
- Engine Valve Seat Cladding
In high-performance internal combustion engines (ICE), the valve seats are subject to extreme thermal cycling and mechanical pounding.
Traditional Method: Press-fitting a hardened steel valve seat insert into the aluminum cylinder head.
The Intouchray Way: Laser cladding a cobalt or nickel-based alloy directly onto the aluminum head.
The Advantage: This eliminates the risk of an insert loosening and improves heat transfer by 20%, allowing the engine to run leaner and more efficiently.
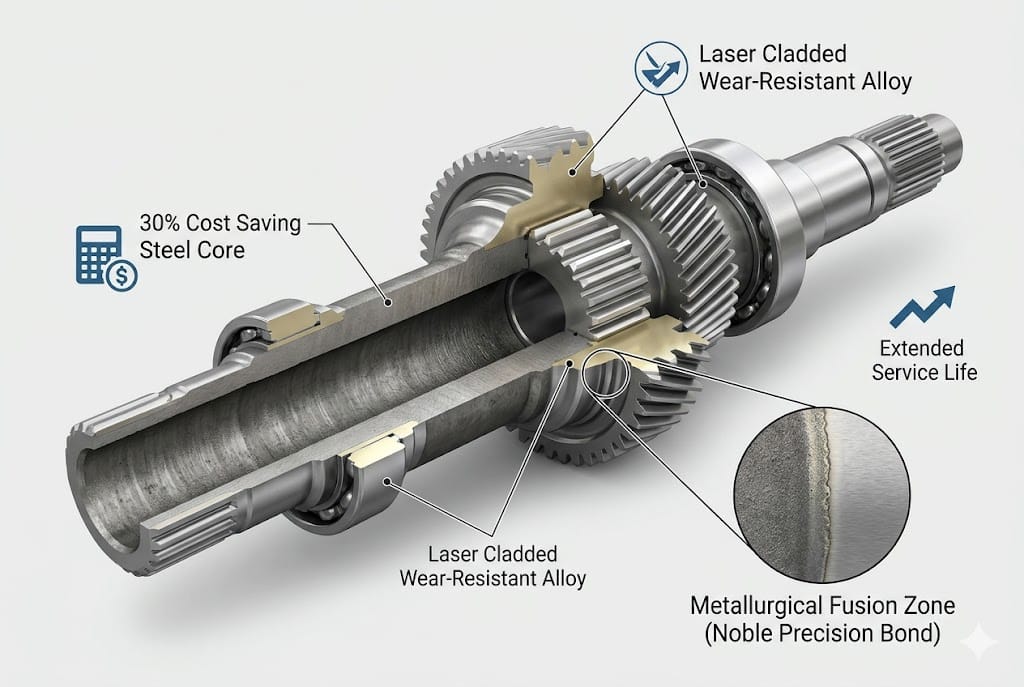
- Transmission Shafts and Synchronizer Rings
Automotive transmissions require surfaces that are both hard (to resist wear) and tough (to resist snapping).
By using laser cladding, manufacturers can use a cheaper, “tough” carbon steel for the bulk of a transmission shaft and apply a “noble” high-hardness alloy only on the bearing surfaces and gear teeth.
This “Multi-Material” approach reduces the total cost of the part by 30% while increasing its service life.
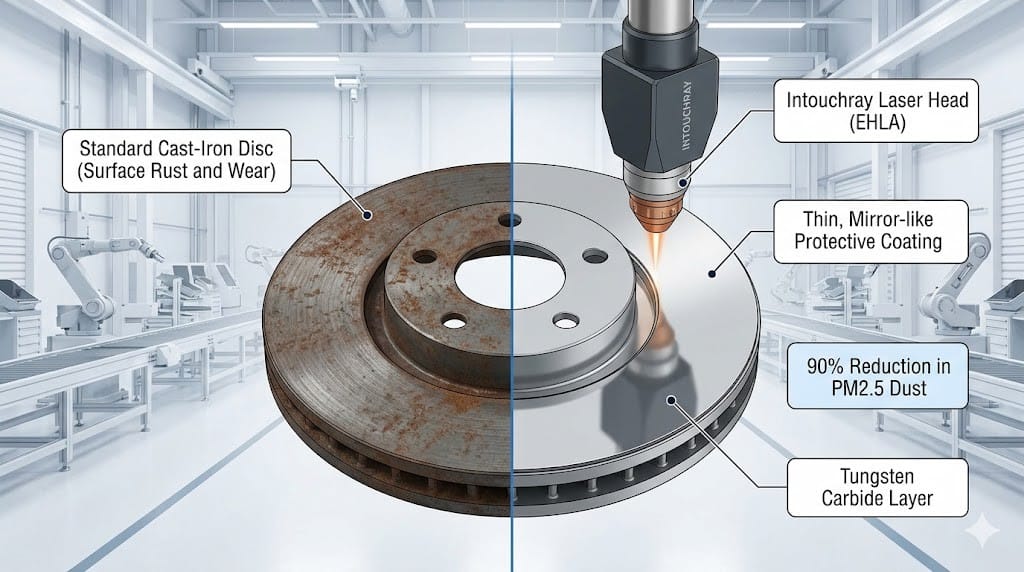
- The Brake Disc Revolution: Reducing PM 2.5 Emissions
One of the most significant shifts in automotive technology is the move toward Laser Cladded Brake Discs.
The Problem: Traditional cast-iron brake discs produce significant “Brake Dust” (PM 2.5 particles), which is a major environmental pollutant.
The Solution: Intouchray systems apply a thin layer of stainless steel and tungsten carbide to the disc surface.
The Benefit: This coating reduces brake dust by up to 90% and prevents the “rusting” common on EVs that use regenerative braking, ensuring the brakes look and perform like new for the life of the vehicle.
- Electric Vehicle (EV) Applications
As we shift to EVs, laser cladding is finding new roles in the manufacturing of rotor shafts and battery housing components. The ability to join dissimilar metals (like Copper to Steel) with a metallurgical bond is a cornerstone of Intouchray’s contribution to the green energy transition.
Conclusion: The Industrialized Beam
In the automotive world, the laser has evolved from a “surgical tool” into a “production powerhouse.” By balancing speed with noble precision, laser cladding ensures that the vehicles of tomorrow are lighter, cleaner, and more durable. In Article #53, we will move to Laser Cladding for the Power Generation Industry, exploring steam turbines and nuclear valve repairs.
Image Attachment
Specification Comparison
| Specification | Laser Cladding System A | Laser Cladding System B |
|---|---|---|
| Power output | 2–4 kW | 8–15 kW |
| Cladding thickness (single pass) | 0.5–1.5 mm | 2.0–3.5 mm |
| Cladding speed (mm/min) | 100–300 | 400–700 |
| Beam spot size (mm) | 0.5–1.0 | 0.3–0.7 |
| Material deposition rate (g/min) | 100–200 | 300–500 |
| Surface roughness (Ra, μm) | 5–10 | 3–7 |
| Cost premium | Baseline | +50–100% |
Frequently Asked Questions
What is the typical layer thickness that can be achieved with laser cladding in automotive applications?
The typical layer thickness that can be achieved with laser cladding in automotive applications ranges from 0.1 to 0.5 millimeters, depending on the specific requirements and materials used.
How does laser cladding improve the wear resistance of automotive components compared to traditional methods?
Laser cladding can increase the wear resistance of automotive components by up to 5 times compared to traditional methods, such as thermal spraying or arc welding.
What is the average cost per square meter for laser cladding services in the automotive industry?
The average cost per square meter for laser cladding services in the automotive industry is approximately $150, but this can vary based on the complexity and volume of the project.
What is the maximum size of a component that can be processed using laser cladding technology?
The maximum size of a component that can be processed using laser cladding technology is typically up to 3 meters in length, 1.5 meters in width, and 1 meter in height, though custom solutions can accommodate larger parts.
What is the precision tolerance that can be achieved with laser cladding in automotive manufacturing?
The precision tolerance that can be achieved with laser cladding in automotive manufacturing is generally within ±0.05 millimeters, ensuring high accuracy and repeatability.
How long does it take to complete a typical laser cladding process for an automotive part?
A typical laser cladding process for an automotive part can take anywhere from 1 to 4 hours, depending on the size and complexity of the part, and the specific cladding requirements.