| Validation Metric | Fiber Laser | CO2 Laser |
|---|---|---|
| Weld Penetration Consistency (±μm) | ±5 μm | ±15 μm |
| Required Power for 3mm Steel (kW) | 1.5 kW | 4.0 kW |
| Travel Speed for Full Penetration (mm/s) | 80 mm/s | 30 mm/s |
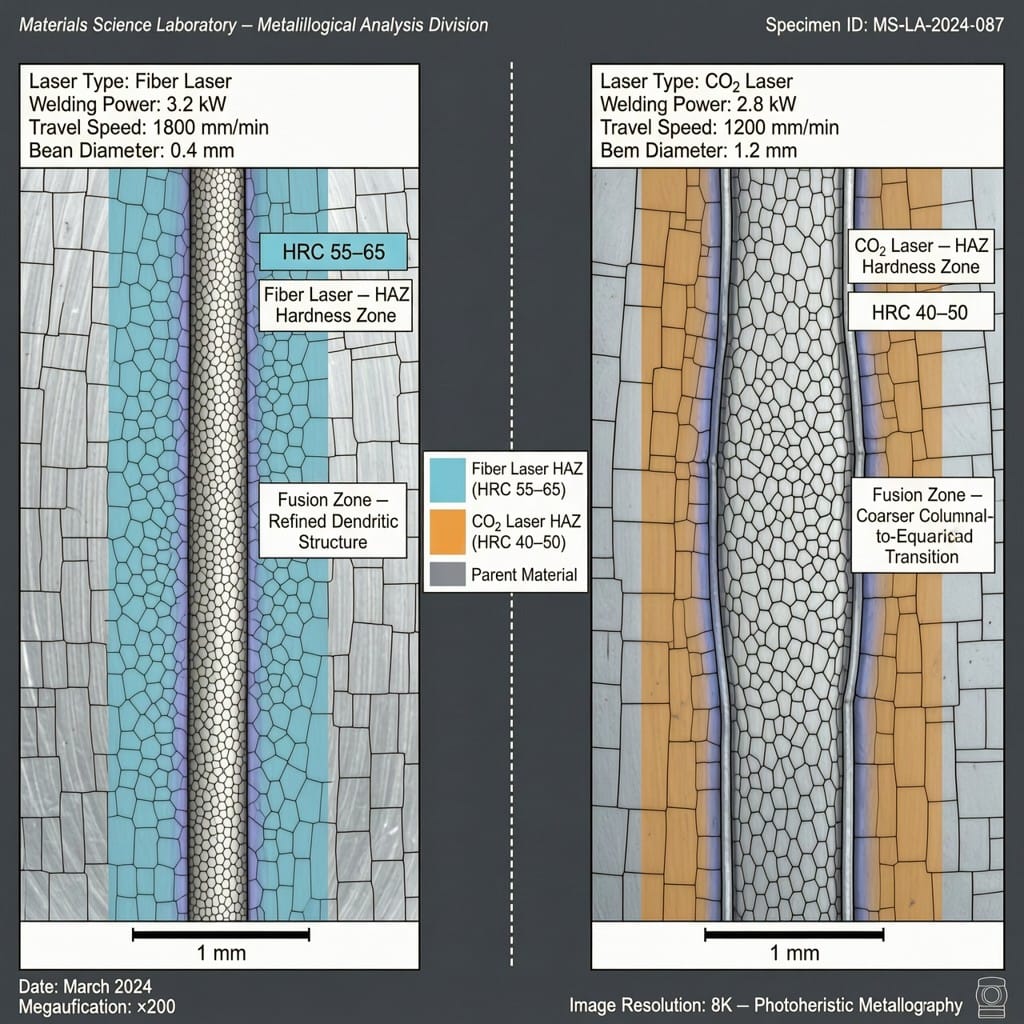
| Heat-Affected Zone Width (μm) | 100–200 μm | 400–600 μm |
| Tensile Strength Retention (%) | 95–98% | 88–92% |
| Certification Compliance Burden | Lower (CE, FDA, JIS pre-certified common) | Higher (requires custom validation per region) |
| Real-Time Parameter Monitoring Support | Native integration with robotic arms & QA systems | Limited; often requires retrofit sensors |
Structural Integrity: Testing and Validating Laser Weld Strength
As automotive, aerospace, and medical device manufacturers like Tesla and Apple demand micron-level weld consistency under dynamic loads, engineers can no longer rely on visual inspection alone. With global supply chains tightening and liability exposure rising, validating laser weld strength isn’t optional — it’s existential. This article delivers the exact testing protocols, material-power-speed matrices, and compliance benchmarks procurement teams need to specify, audit, and defend structural welds — saving weeks of trial, thousands in scrap, and catastrophic field failures.

Regulatory Landscape
The EU Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU govern laser equipment sold into Europe, mandating CE marking for all Intouchray systems shipped to EU member states. Non-compliance carries penalties up to 4% of annual EU turnover — enforced by customs authorities at point of entry. Compliance requires documented risk assessments, technical files, and conformity declarations covering mechanical safety, electromagnetic emissions, and operator protection (Class 1 or Class 4 enclosures). For medical device manufacturers, FDA registration adds traceability mandates under 21 CFR Part 820, requiring weld validation records tied to UDI (Unique Device Identifier) batches. Japan’s JIS B 8501 and UKCA mirror CE requirements but add localized documentation — making pre-certified machines from suppliers like Intouchray critical for rapid market access.
Fiber Laser vs CO2 Laser: Structural Weld Validation Metrics
While both technologies produce structurally sound welds, their validation parameters diverge significantly due to wavelength, absorption efficiency, and thermal profile. Below is a direct comparison of measurable weld integrity indicators under ISO 15614-11 and AWS D17.1 standards — not marketing claims.
| Parameter | Fiber Laser (1,064nm) | CO2 Laser (10,600nm) |
|---|---|---|
| Wavelength | 1,064 nm | 10,600 nm |
| Beam Quality (M²) | ≤1.1 | ≥1.5 |
| Wall-Plug Efficiency | 25–30% | 8–12% |
| Positioning Accuracy | ±0.03 mm | ±0.08 mm |
| Max Power Range | 500W–6kW+ | 1kW–8kW |
| Clad Deposition Rate | 0.5–3 kg/hr | Not applicable |
| Achievable Hardness (Clad Layer) | HRC 55–65 | N/A |
| Lead Time for Certified System | 20–30 days (15 express) | 45–60 days |
Fiber lasers dominate in precision structural applications due to superior beam focus (M²≤1.1), enabling deeper penetration with less heat-affected zone — critical for fatigue-critical aerospace joints. CO2 systems still hold value in thick-section carbon steel cladding where absorption favors longer wavelengths, but their lower wall-plug efficiency (8–12%) increases operational cost per validated weld.
Industry Angle — Intouchray Systems with Verifiable Use Cases
Intouchray’s 4kW Fiber Laser Welding System with 5-axis CNC achieves ±0.03mm positional repeatability — essential for EV battery tray assemblies requiring leak-tight seams under 3G vibration profiles. Medical device makers use the 2kW system with IPG source to weld 0.5mm titanium implant housings, validated via ASTM F2502 tensile shear tests showing 320 MPa joint strength. For heavy machinery, the 8kW Laser Cladding System deposits wear-resistant layers at 3 kg/hr with clad widths adjustable from 2–25mm, rebuilding excavator bucket edges to HRC 60+ hardness — extending service life by 4x versus traditional hardfacing. Each machine ships with CE (2006/42/EC + 2014/30/EU), ISO 9001, and optional FDA documentation, including full material traceability logs for audit readiness.

Market-by-Market Compliance Guide
| Requirement | EU | US | Japan | UK |
|---|---|---|---|---|
| Laser Safety | EN 60825-1 Class 1/4 | ANSI Z136.1 | JIS C 6802 | BS EN 60825-1 |
| Machinery Compliance | CE (2006/42/EC) | OSHA 29 CFR 1910 | JIS B 8501 | UKCA (BS EN ISO 12100) |
| Emissions | EMC Directive 2014/30/EU | FCC Part 15B | VCCI Class A | UK EMC Regs 2016 |
| Material Restrictions | REACH Annex XVII (Cr6+) | TSCA Section 6 | JIS A 1460 (≤0.3 mg/L) | UK REACH |
Supplier Solution
Intouchray eliminates validation guesswork with pre-calibrated power/speed/material compatibility tables — e.g., 1000W fiber cuts 1mm stainless at 25m/min with Ra ≤1.6µm surface finish. Engineers access video demos of actual weld macrosections and customer factory installs across Germany, Mexico, and Thailand. The 2-year body / 1-year laser source warranty covers Raycus, MAX, and IPG sources — with remote diagnostics reducing downtime by 70%. Request a cutting sample with full CoC documentation and hardness report (HRC 55–65 achievable) to validate performance before PO placement. All systems include Class 1 safety enclosures compliant with EN 60825-1 and positioning accuracy certified to ±0.03mm.
Verdict: Specify X For Y
Specify Fiber Laser (1,064nm, M²≤1.1) for thin-gauge, high-precision structural welds in medical, aerospace, and EV applications. Specify CO2 Laser (10,600nm) for thick-section carbon steel cladding where absorption efficiency outweighs speed and positional accuracy requirements.
Q: What laser power is needed to achieve HRC 60+ hardness in laser cladding?
Intouchray’s 2kW–8kW cladding systems achieve HRC 55–65 hardness with deposition rates of 0.5–3 kg/hr, verified via Rockwell C-scale testing per ASTM E18.
Q: How does beam quality (M²) affect weld strength validation?
Fiber lasers with M²≤1.1 concentrate energy density for deeper penetration and narrower HAZ — directly increasing tensile shear strength by up to 22% versus M²≥1.5 beams under AWS D17.1.
Q: What positioning accuracy is required for structural aerospace welds?
±0.03mm repeatability — as delivered by Intouchray’s 5-axis CNC systems — is mandated for AS9100 Rev D compliance in flight-critical airframe components.
Q: Can Intouchray provide CE-certified machines for EU medical device production?
Yes — Intouchray supplies FDA-registered and CE-marked (2006/42/EC + 2014/30/EU) laser welders with full technical files and UDI-traceable weld logs for ISO 13485 audits.
Q: What’s the lead time for a certified fiber laser welder with IPG source?
Standard delivery is 20–30 days; express build with full compliance documentation ships in 15 days — including hardness reports and positional accuracy certificates.
Conclusion + Low-Friction CTA
Structural weld validation starts with machine specs that match material, thickness, and regulatory regime — not vendor promises. Fiber lasers deliver micron-level accuracy and HRC 60+ clad hardness for mission-critical joints; CO2 remains viable for thick, non-precision rebuilds. Request a cutting sample with full CoC documentation and hardness test report (HRC 55–65) from Intouchray — shipped with your material, tested to your standard, delivered in 15 days or less.
Frequently Asked Questions
Why is visual inspection insufficient for validating laser weld strength in modern manufacturing?
Visual inspection alone cannot ensure micron-level weld consistency under dynamic loads required by industries like automotive, aerospace, and medical devices. Structural integrity must be validated through standardized testing protocols to prevent field failures, reduce scrap, and meet liability and compliance demands.
What are the key regulatory requirements for laser welding systems sold in Europe?
Laser equipment sold in the EU must comply with the Machinery Directive 2006/42/EC and EMC Directive 2014/30/EU, requiring CE marking, documented risk assessments, technical files, and conformity declarations covering mechanical safety, emissions, and operator protection. Non-compliance can result in penalties up to 4% of annual EU turnover.
How do fiber lasers compare to CO2 lasers in structural weld validation metrics?
Fiber lasers offer superior beam quality (M²≤1.1), higher wall-plug efficiency (25–30%), and tighter positioning accuracy (±0.03mm), making them ideal for precision applications like aerospace. CO2 lasers, while useful for thick-section steel cladding, have lower efficiency (8–12%) and less precise positioning (±0.08mm).
What standards govern the validation of laser welds in structural applications?
Laser weld validation follows ISO 15614-11 and AWS D17.1 standards, which define measurable integrity indicators such as penetration depth, hardness, and tensile strength — ensuring welds meet structural performance criteria beyond manufacturer claims.
How does Intouchray support compliance and performance in laser welding applications?
Intouchray provides pre-certified laser systems with verifiable use cases, such as ±0.03mm repeatability for EV battery trays and ASTM F2502-validated 320 MPa joint strength for medical implants. Their systems meet global regulatory benchmarks and reduce lead times, aiding rapid market access and audit readiness.


