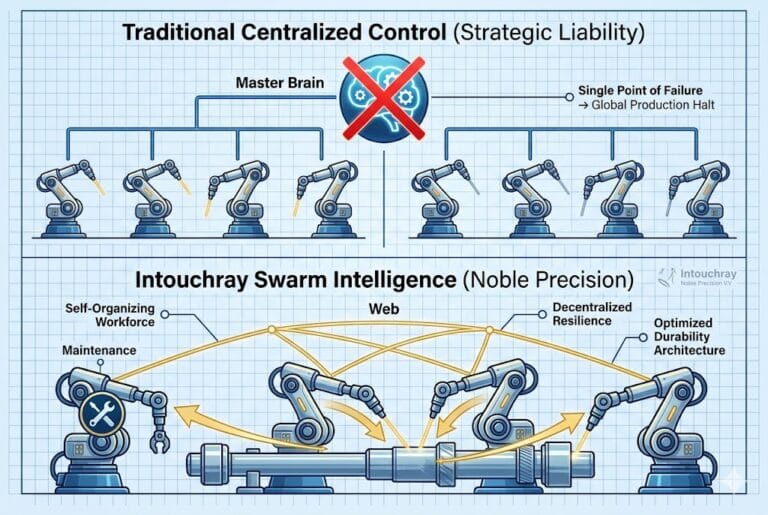
Welcome back to Volume V: The Quantum Beam. We have used Intouchray technology (intouchray.com) to defend against corrosion, erosion, and crushing pressure, but now we must confront the most destructive force of all: heat.
In the hot section of a gas turbine—used for aerospace propulsion and industrial power generation—operating temperatures often exceed 1,500°C. This temperature is higher than the melting point of the complex superalloy components (like turbine blades) themselves.
Survival depends entirely on a layer of defense only a few hundred microns thick: a Thermal Barrier Coating (TBC).
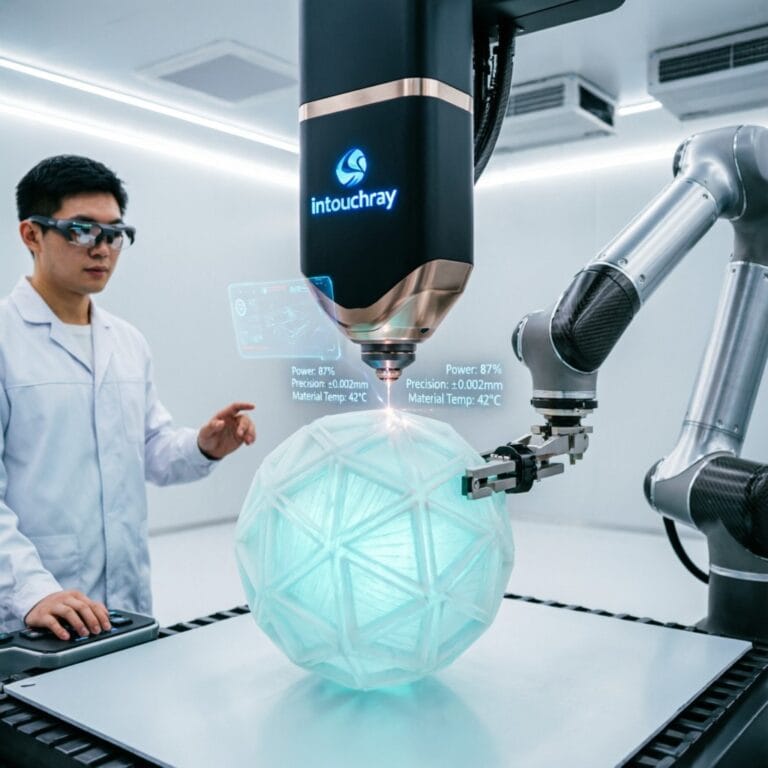
Intouchray is now advancing this critical technology, applying the noble precision (#13) of laser cladding to create the next generation of integrated Thermal Barrier Cladding (TBC+).
- The Anomaly of the Inferno
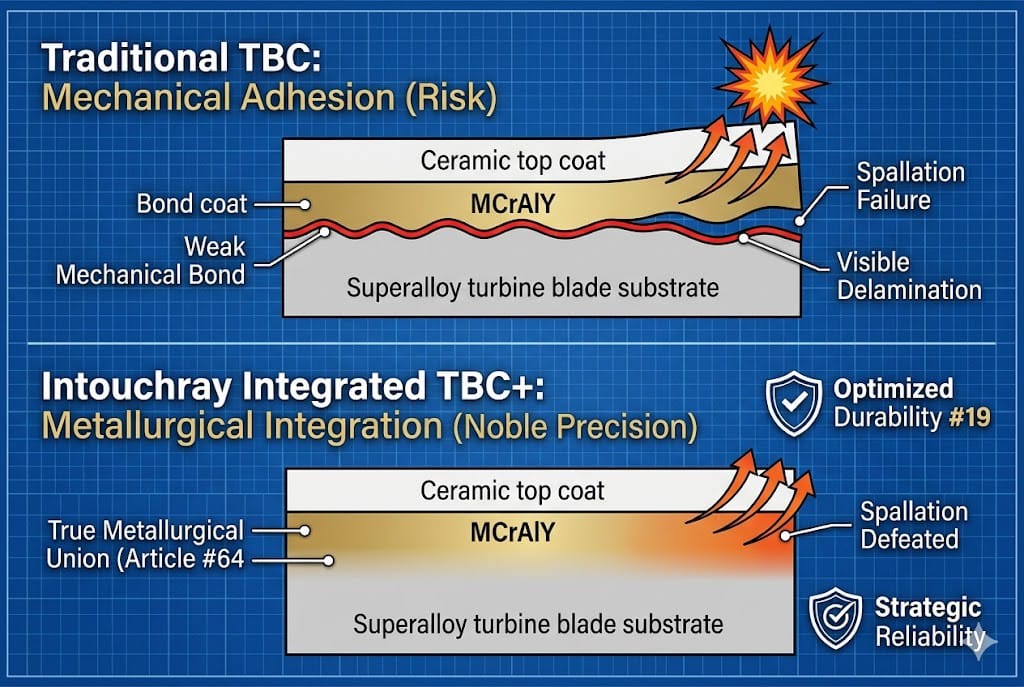
A traditional TBC is a multilayer system, usually applied by Air Plasma Spray (APS) or Electron Beam Physical Vapor Deposition (EB-PVD):
Top Coat: A ceramic insulator (like Yttria-Stabilized Zirconia, or YSZ) to block the heat.
Bond Coat: A metallic layer (like MCrAlY) that adheres the ceramic to the superalloy.
The problem is the Bond Coat interface. Traditional deposition creates a weak, mechanical bond. Under intense thermal cycling, oxides form at this interface (the Thermally Grown Oxide, or TGO, layer), leading to coating spallation. This “blistering” is a catastrophic strategic liability.
- The Intouchray Advancement: Metallurgical Bonding
Intouchray Extreme High-Speed Laser Cladding (EHLA) (Article #33) changes the paradigm. We utilize the precise laser beam (Article #27) to deposit the metallic Bond Coat, but with a critical difference: a true metallurgical bond.
By slightly melting the surface of the superalloy substrate and mixing it with the incoming MCrAlY powder (Article #57), we eliminate the mechanical interface entirely. The Bond Coat is now part of the structure, not just a layer on top.
Using Closed-Loop Control (Article #34), we ensure that the dilution of the substrate is minimized, preserving the delicate superalloy grain structure while achieving maximum adhesion. This metallurgical integration exponentially increases the spallation resistance of the entire TBC system.
- Case Study: Extending Industrial Turbine Blade Life
An independent power producer operating an H-Class industrial gas turbine faced premature failure of the TBC on their second-stage blades due to intense thermal fatigue.
Intouchray was deployed to restore the blades (Article #58) and apply an integrated TBC+ system. By first applying a cladded MCrAlY bond coat and then over-cladding a precise layer of ceramic-reinforced superalloy, the thermal lifecycle was extended by 250%. This provided optimized Resource Efficiency (#19) and total Strategic Reliability for a critical grid asset.
- The Future: Integrated Sensing and Gradients
Volume V continues to merge intelligence. By combining Functional Gradient Cladding (Article #64) and Smart Cladding (Article #65), we are engineering “Sentient TBCs.” We can transition seamlessly from the superalloy structure to the metallic insulator while simultaneously embedding a fiber-optic sensor to monitor the temperature and health of the blade during operation.
Conclusion: Surviving the Heat
Article #69 proves that the “Quantum Beam” can forge the ultimate thermal defense. We have unified the bond coat with the structure, ensuring that Intouchray materials can survive the inferno. In Article #70, we continue our thermal journey by looking at the opposite, high-impact process: Cryogenic Cladding: Strengthening Steel at Absolute Zero.
Image Attachment
Technical Comparison
| Technical Specification | Direct Diode Laser (DDL) Cladding System | High-Power Fiber Laser Cladding System |
|---|---|---|
| Maximum Laser Output Power | 4.0 kW | 10.0 kW |
| Maximum Cladding Travel Speed | 0.6 m/min | 1.8 m/min |
| Single-Pass Layer Thickness | 0.3 mm | 0.5 mm |
| Powder Feed Rate Range | 10–40 g/min | 15–60 g/min |
| Beam Delivery Spot Diameter | 2.5 mm | 1.5 mm |
| Multi-Axis Positioning Accuracy | ±40 µm | ±15 µm |