In the world of custom fabrication, the final quality of a structural assembly is determined long before the first weld is struck. Whether building custom pressure vessels, complex architectural skeletons, or specialized industrial frames, the “fit-up”—the physical alignment of mating parts—is the most labor-intensive phase of production.
Traditional manual layout and “rough” cutting often lead to gaps, misalignments, and excessive internal stress, all of which compromise the integrity of the finished product.
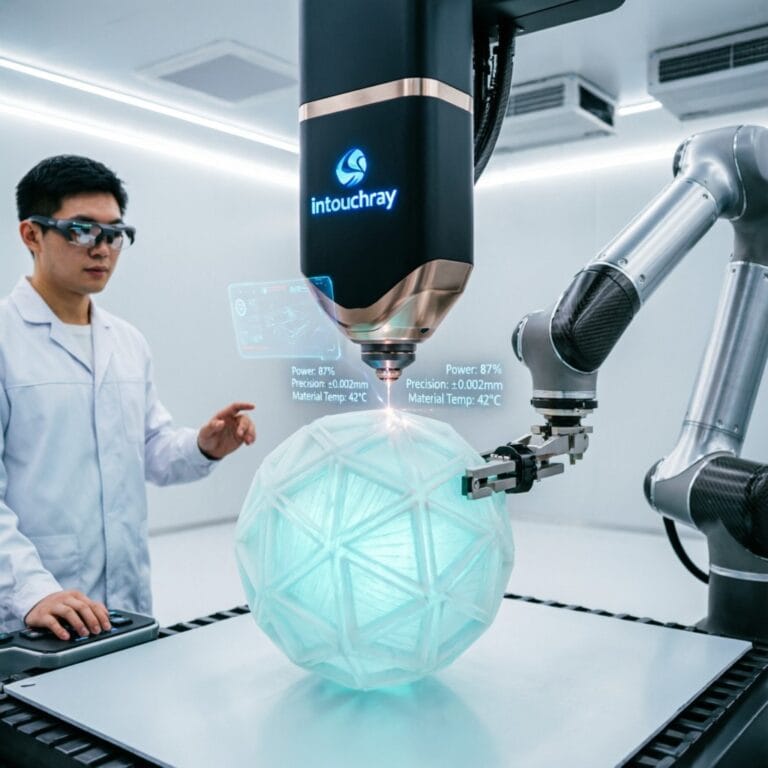
Intouchray (intouchray.com) redefines the preparation phase by delivering Noble Precision (#13) directly to the assembly floor. By ensuring that every tab, slot, and bevel is perfectly executed, we eliminate the need for “field corrections,” ensuring the Strategic Reliability (#19) required for high-stakes custom engineering.
1. Tab-and-Slot Construction: Self-Fixturing Assemblies
One of the most significant advantages of high-precision laser cutting is the ability to design self-fixturing assemblies.
Interlocking Geometry: By cutting precise tabs and slots into mating parts, fabricators can “snap” complex assemblies together. This ensures perfect alignment without the need for expensive, one-off heavy jigs or fixtures.
Reduced Human Error: Because the alignment is “baked into” the geometry of the laser-cut parts, the risk of a technician welding a bracket a few millimeters out of place is virtually eliminated, accelerating the assembly timeline.
Technical Comparison
| Technical Specification | Standard Fiber Laser | High-Power Fiber Laser |
|---|---|---|
| Laser Output Power | 2-4 kW | 6-20 kW |
| Cutting Speed (Mild Steel, 10mm) | 1.2-1.8 m/min | 3.5-6.0 m/min |
| Positioning Accuracy | ±0.05 mm | ±0.02 mm |
| Minimum Feature Size | 0.5 mm | 0.2 mm |
| Sheet Thickness Range | 0.5-25 mm | 0.5-50 mm |
| Heat Affected Zone | 0.3-0.8 mm | 0.1-0.4 mm |
2. High-Accuracy Hole Patterns for Fasteners
Custom fabrication often involves hybrid assemblies where laser-cut plates must bolt perfectly to machined castings or existing infrastructure.
Sub-Millimeter Concentricity: Intouchray’s motion control systems ensure that bolt holes are perfectly round and positioned with absolute accuracy. This eliminates the need for “reaming” or “drilling out” holes on-site.
Tapping and Countersinking Prep: The laser can be programmed to cut precise pilot holes for subsequent tapping or perfect diameters for countersunk fasteners, ensuring a flush, professional finish on visible custom surfaces.
3. Edge Preparation for Superior Weld Penetration
For custom heavy-duty applications, the quality of the weld joint is a critical safety factor.
Weld-Ready Edges: The concentrated energy of the Quantum Beam (#1) produces a smooth surface finish that is free of the heavy oxides found in oxy-fuel or plasma cutting. This allows for superior weld pool wetting and penetration.
Beveling for Heavy Joints: Using our 5-axis beveling technology, fabricators can prep thick plates with complex V or J-grooves in a single pass, ensuring that the custom assembly meets the stringent radiographic testing standards often required in heavy industry.
Conclusion: Precision is the Foundation
Article #96 highlights that in custom fabrication, precision is not a luxury—it is the foundation of structural safety. By mastering the fit-up, Intouchray helps fabricators build faster and stronger. In Article #97, we move from the workshop to the road: Signage and Branding: High-Contrast Metal Lettering.
Image Attachment