Intelligent Laser Cladding: The Role of Adaptive Control and In-Process Monitoring
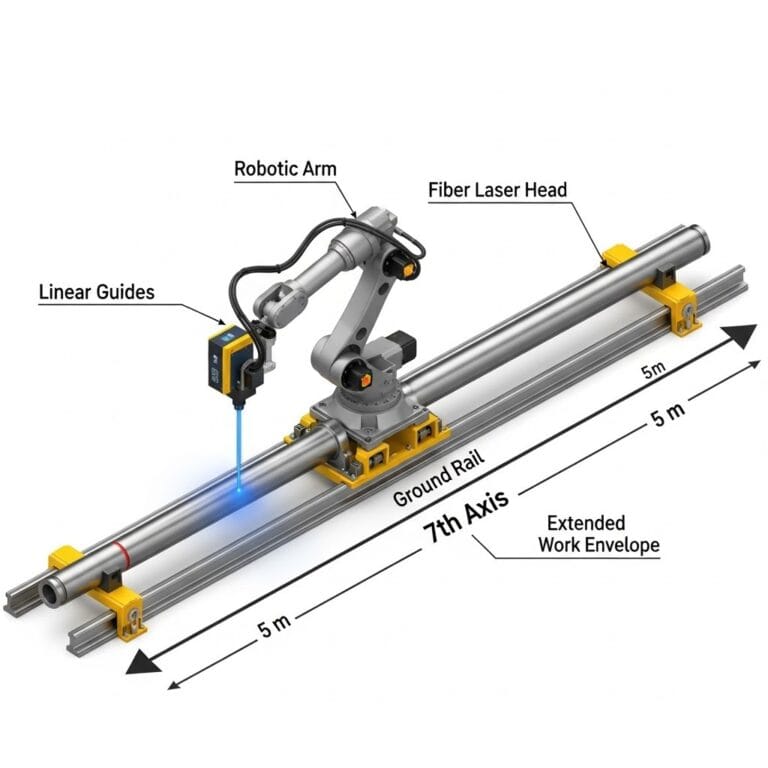
The push for larger-scale robotic cladding (Article #05) and high-power gantry systems (Article #08) brings a critical challenge: ensuring consistent metallurgical quality over massive, complex surface areas. When cladding a 5-meter hydraulic shaft or a 3D aerospace mold, a single defect can compromise the entire component.
To achieve ‘zero-defect’ manufacturing, industrial laser systems are transitioning from passive execution to active, intelligent operation. This is made possible by combining in-process monitoring with adaptive control, ensuring that the process parameters (Article #04) are dynamically optimized in real-time.
- The Challenge of Process Instability
In laser cladding, the interaction between the high-power laser beam, the metal powder, and the substrate is dynamic and highly sensitive. Even with optimal initial parameters (Article #04), small variations can introduce instability:
Substrate Homogeneity: Minor differences in the material composition or hardness of the base metal can affect laser absorption.
Thermal Accumulation: As cladding progresses, the workpiece absorbs heat. If not managed, this “thermal buildup” changes the melt pool dynamics, leading to inconsistent layer height or dilution.
Powder Flow Variations: Subtle changes in powder feed rate or distribution (Article #03) can alter the cladding bead geometry.
Passive systems cannot react to these events. Adaptive control, however, transforms the laser from a tool into an intelligent system that senses and responds.
- In-Process Monitoring: Sensing the Melt Pool
In-process monitoring provides the “eyes and ears” of the adaptive system. Specialized sensors, integrated directly into the laser cladding head (Article #06), collect real-time data from the interaction zone.
Melt Pool Pyrometry: High-speed infrared sensors or two-color pyrometers measure the exact temperature of the molten pool.
Vision Systems (CMOS/CCD Cameras): Specialized cameras, often with coaxial illumination, capture high-resolution images of the melt pool geometry (width, length, area).
Powder Flow Monitoring: Optical sensors can verify that the powder jet (Article #03) is consistent and properly aligned with the laser focus.
- Adaptive Control: The Intelligence to Respond
The sensor data is fed into a high-speed motion controller or a dedicated process computer (Article #08). Advanced algorithms—often using PID (Proportional-Integral-Derivative) logic or even machine learning models—compare the sensor readings against the optimal process window (Article #04).
If the system detects that the melt pool temperature is rising too high (due to thermal accumulation), it instantly executes adaptive control actions:
Dynamic Laser Power Adjustment: The controller can modulate the laser power in milliseconds (e.g., reducing 4kW to 3.8kW) to maintain the target temperature.
Traverse Speed Modulation: The system can increase the travel speed of the robot (Article #05) or gantry (Article #08) to reduce the heat input per unit length.
Powder Feed Rate Correction: The controller can adjust the powder feeder to maintain consistent layer thickness.
Conclusion: Achieving Zero-Defect Cladding
Integrating in-process monitoring with adaptive control is the defining step for industrializing large-scale laser cladding. By dynamically managing thermal buildup and compensating for process variations, manufacturers can achieve consistent metallurgical bonds, uniform geometry, and, most importantly, eliminate the costly defects that threaten high-value components. This intelligent optimization is what ensures the precision and ROI demanded by critical automotive and aerospace sectors (Article #08).
Image Attachment

Technical Comparison
| Technical Specification | Standard Open-Loop Cladding | Intelligent Adaptive Control Cladding |
|---|---|---|
| Laser Power Range | 2.0 – 6.0 kW | 4.0 – 12.0 kW |
| Maximum Traverse Speed | 1.2 m/min | 4.5 m/min |
| Single-Layer Thickness Accuracy | ±0.15 mm | ±0.02 mm |
| Melt Pool Temperature Stability | ±80 °C | ±10 °C |
| Powder Feed Rate Precision | ±1.5 g/min | ±0.2 g/min |
| Real-Time Control Loop Latency | N/A | ≤ 5 ms |
| Final Geometric Tolerance | ±300 µm | ±40 µm |
Frequently Asked Questions
What is the minimum wall thickness or geometry that the Intouchray adaptive cladding system can reliably process without defects?
Our adaptive control system maintains a stable melt pool for wall thicknesses as low as 0.8 mm, with a minimum internal radius of 3 mm, ensuring zero porosity in the clad layer.
What is the typical cost reduction per part when implementing your zero-defect adaptive cladding compared to conventional laser cladding?
Buyers typically see a 22% reduction in per-part cost due to elimination of post-processing rework and a 15% increase in powder utilization efficiency, bringing total material waste below 5%.
What tolerance can your adaptive control system hold on clad thickness during a production run?
The system maintains clad thickness within ±0.05 mm across a 2-meter linear travel, with real-time feedback adjusting laser power and powder feed at a 1 kHz update rate.
How does your system detect and correct for substrate surface variations or thermal distortion during cladding?
Our coaxial melt pool monitoring camera captures 400 frames per second and the closed-loop controller adjusts laser power by up to 30% within 2.5 milliseconds, keeping the clad layer consistent even if substrate flatness deviates by 0.2 mm.
What is the maximum deposition rate achievable while still guaranteeing zero defects under adaptive control?
With adaptive control active, we guarantee zero defects at a deposition rate of 1.8 kg/hour for Inconel 625 powder, compared to a maximum of 1.2 kg/hour without the system.
What is the typical return on investment (ROI) period for integrating the Intouchray adaptive cladding system into an existing production line?
Based on a 3-shift operation running 6,000 hours per year, the system typically pays for itself within 14 months due to scrap reduction and 18% higher throughput.